Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 6 - FERMENTATION
(introduction...)
6.1 Fermentation des l�gumes feuilles, fruits, racines et bulbes
6.1.1 Proc�d� g�n�ral et �chelles de production
6.1.2 Mise en fermentation
6.1.3 Post-traitements
6.2 Fermentation du manioc
6.2.1 Proc�d� g�n�ral et �chelles de production
6.2.2 Rouissage et fabrication des b�tons de manioc
6.2.3 Fabrication du gari
6.3 Fermentation du soja
(introduction...)
6.3.1 Le shoyu
6.3.2 Le tempeh
Conservation des L�gumes � Petite �chelle (CTA - ILO - WEP, 1990, 186 p.)
CHAPITRE 6 - FERMENTATION
On appelle fermentation les modifications chimiques subies par
les l�gumes sous l'action de micro-organismes vivants tels que les moisissures,
les levures ou les bact�ries. Ce chapitre, divis� en trois parties, traitera
successivement de:
- la fermentation naturelle spontan�e, r�alis�e en
milieu saum�tre acidifi� par du vinaigre (cas des l�gumes feuilles, fruits,
racines et bulbes);
- la fermentation naturelle en milieu aqueux (rouissage) ou en
milieu semi-hydrat� (manioc r�p�);
- la fermentation provoqu�e par inoculation d'une souche
microbienne sp�cifique responsable de la transformation d�sir�e (cas du
soja).
6.1 Fermentation des l�gumes feuilles, fruits, racines et bulbes
6.1.1 Proc�d� g�n�ral et �chelles de production
La fermentation de ces l�gumes apporte des modifications:
- de texture: cette derni�re se ramollit
consid�rablement du fait d'un changement de la structure fibreuse;
- de couleur: celle-ci s'att�nue;
- d'acidit�: celle-ci augmente de fa�on tr�s sensible et assure
une meilleure conservation.
Les conditions de fabrication sont essentielles pour assurer une
bonne fermentation et conf�rer ainsi au produit les caract�ristiques
organoleptiques d�sir�es et un degr� de conservation suffisant. Ces conditions
sont d�taill�es au tableau 23.
Le sch�ma illustr� � la figure 43 peut varier en fonction de
l'esp�ce de l�gume trait�e, tant au niveau des pr�traitements appliqu�s qu'�
celui de la technique de fermentation mise en oeuvre et des transformations
post�rieures � la fermentation.
Ce genre de transformation, r�alisable au niveau artisanal ou
semi-industriel, est relativement facile � effectuer compte tenu de la
simplicit� du mat�riel utilis�, mais il faut prendre des pr�cautions pour �viter
les accidents de fermentation et les pertes dues � une d�gradation incontr�l�e.
Les r�serves �mises au chapitre 4 quant � la possibilit�
d'implanter des unit�s de transformation des l�gumes par salage sont �galement
valables dans le cas de la conservation par fermentation.
Figure 43. Proc�d� g�n�ral de
fermentation des l�gumes feuilles, fruits, racines et
bulbes
6.1.2 Mise en fermentation
La fermentation en solution saline ne peut se produire que dans
certaines conditions bien d�termin�es. Ainsi, lorsque la concentration en sel
est de 10 pour cent, il y a d�veloppement d'un certain type de bact�ries
seulement et destruction concomitante d'autres bact�ries nuisibles.
La mise en fermentation s'effectue en utilisant:
- soit du sel sec; - soit du sel en solution, en
pr�sence ou non de vinaigre.
L'acidit� du produit augmente avec la croissance bact�rienne, ce
qui contribue simultan�ment � accro�tre l'aptitude � la conservation.
Quand l'accroissement de l'acidit� est jug� suffisant, on arr�te
la fermentation en appliquant un traitement thermique (pasteurisation) ou en
augmentant fortement la teneur en sel.
Tableau 23. D�tail des conditions de fabrication de
conserves par fermentation
- pr�parer une quantit� de sel �gale � 2,5-5 pour
cent du poids des l�gumes;
- placer environ 2,5 cm de l�gumes au fond du f�t;
- saupoudrer de sel;
- placer une deuxi�me couche de l�gumes;
- la recouvrir avec un peu plus de sel que pr�c�demment;
- r�p�ter ces op�rations en augmentant chaque fois la dose de
sel;
- finir par une couche de sel;
- couvrir avec deux � trois couches de tissu propre;
- placer un couvercle de bois recouvert d'un poids pour
maintenir les l�gumes immerg�s;
- au bout de 24 � 48 heures, on observe un d�but de d�gagement
gazeux; laisser fermenter;
- quand la fermentation est achev�e, conditionner en petits
volumes pour pasteuriser (au bout de 4 � 10 jours si la temp�rature est
�lev�e).
b) Fermentation en saumure (arr�t par pasteurisation)
- placer les l�gumes dans un f�t jusqu'� 7-10 cm du
haut du f�t; - pr�parer la saumure (1 l d'eau et 100 g de sel); -
recouvrir les l�gumes de cette saumure; - ajouter 100 g de sel sec par kg de
l�gumes; - couvrir comme dans la m�thode pr�c�dente; - la fermentation
d�bute apr�s 24 � 48 heures. Laisser fermenter une semaine; - rajouter 50 g
de sel pour 10 kg de l�gumes; - r�p�ter l'adjonction hebdomadaire de sel
pendant 10 semaines; -
stocker.
6.1.3 Post-traitements
Ce sont le conditionnement en petits volumes, la pasteurisation
(facultative suivant le mode d'arr�t de la fermentation) et le stockage.
a) Conditionnement
Celui-ci a lieu soit imm�diatement apr�s la fin de la
fermentation pour stopper celle-ci gr�ce � une pasteurisation, soit apr�s une
p�riode de stockage plus ou moins longue en f�ts apr�s que la fermentation a �t�
arr�t�e par accroissement de la teneur en sel. On conditionne dans des
r�cipients en verre ou en plastique thermosoud�, chimiquement inerte en milieu
hypersal�.
b) Pasteurisation
On l'effectue soit sur des l�gumes dont on veut arr�ter la
fermentation, soit sur des l�gumes dont la fermentation a �t� progressivement
interrompue par adjonction progressive de sel et que l'on reconditionne apr�s
stockage en f�ts dans des solutions moins sal�es. Pour assurer la bonne
conservation de ces produits, une pasteurisation est n�cessaire. Il faut:
- dessaler;
- mettre dans des r�cipients ad�quats;
- verser dans ces r�cipients une saumure faible constitu�e d'eau
additionn�e de 53 g de sel, 250 ml de vinaigre et 5-30 g de sucre par litre;
- effectuer ce jutage � chaud (88°C);
- fermer herm�tiquement les r�cipients;
- pasteuriser.
La pasteurisation s'effectue dans les deux cas dans de l'eau
bouillante. Elle dure environ 20 mn pour le premier type de produit et environ
10 mn pour le second, quand le jutage est fait � chaud.
c) Stockage
Il est r�alis� en f�ts pour les l�gumes contenus dans une
saumure tr�s riche en sel et fortement acide du fait de la fermentation. Il faut
alors �viter la formation d'�cume en surface pour obtenir de bonnes conditions
de stockage, comme on l'a not� au chapitre 4, section
4.4.3.
6.2 Fermentation du manioc
6.2.1 Proc�d� g�n�ral et �chelles de production
On distingue couramment deux grands groupes de manioc, sans que
la fronti�re qui les s�pare soit nettement marqu�e:
- le manioc doux, dont la teneur en glucosides
cyanog�n�tiques est faible;
- le manioc amer, � forte teneur en acide cyanhydrique (HCN),
qui doit �tre d�toxiqu� avant consommation.
Ces maniocs donnent lieu � un grand nombre de transformations
r�alis�es au niveau traditionnel villageois, essentiellement en Am�rique latine
et en Afrique. Nous ne traiterons ici que de la d�toxication du manioc amer par
fermentation, en prenant comme exemple la pr�paration de deux produits de grande
consommation en Afrique:
- le b�ton de manioc issu de manioc roui, tr�s
populaire en Afrique centrale;
- le “gari”, consomm� de la Guin�e au Cameroun dans
plusieurs pays d'Afrique occidentale, qui est une sorte de couscous de manioc
ferment� et s�ch�.
Seul le gari peut �tre actuellement produit � l'�chelon
semi-industriel.
6.2.2 Rouissage et fabrication des b�tons de manioc
La figure 44 donne la s�quence des op�rations enti�rement
manuelles relatives � la pr�paration des b�tons de manioc au Cameroun (la
pr�paration de boules nomm�es “chikouangue” au Za�re et au Congo est
l�g�rement plus compliqu�e).
Le rouissage consiste � laisser fermenter les racines enti�res
de manioc dans de l'eau pendant 2-5 jours. Plusieurs m�thodes de rouissage sont
utilis�es, li�es aux habitudes et aux contingences locales, notamment en ce qui
concerne la disponibilit� en eau: rouissage avant ou apr�s �pluchage, en eau
courante ou en eau stagnante, en rivi�re ou en f�t. Chaque m�thode pr�sente des
avantages et des d�savantages r�pertori�s au tableau 24.
Figure 44. Pr�paration des
b�tons de manioc
D'une mani�re g�n�rale, la fermentation - donc la d�toxication -
est plus rapide dans de l'eau stagnante et si la temp�rature de l'eau de
rouissage est relativement �lev�e. Les pertes de nutriments concernent
essentiellement les vitamines et les sels min�raux et, dans une moindre mesure,
les prot�ines solubles (rouissage sans �corce). Outre la d�toxication, les
fermentations lactiques et butyriques ont pour avantage de favoriser le
d�veloppement de riboflavine (vitamine B2) dans des proportions importantes.
La quantit� d'eau n�cessaire pour rouir une tonne de racines de
manioc est comprise entre 1 et 2 m3.
Tableau 24. Comparaison de diff�rentes m�thodes de
rouissage du manioc
M�thode
Avantages
D�savantages
Avant �pluchage
Epluchage plus facile Pertes de nutriments r�duites
Fermentation et d�toxication plus lentes
Apr�s �pluchage
D�fibrage facile D�toxication plus rapide
Epluchage plus laborieux Pertes de nutriments �lev�es
Eau courante
Pollution r�duite
Perte de nutriments Fermentation lente
Eau stagnante (marigot)
Pertes de nutriments r�duites Fermentation plus rapide
Pollution
Eau stagnante (f�t)
Pertes de nutriments r�duites Economie d'eau Fermentation
rapide
Transport d'eau laborieux Odeurs
A l'exception d'une petite entreprise du Cameroun �quip�e de
mat�riel de charcuterie import�, la fabrication des b�tons de manioc est
enti�rement manuelle et constitue une source de revenus non n�gligeable pour un
nombre �lev� de femmes qui vendent les b�tons envelopp�s dans des feuilles de
bananier et soigneusement ficel�s avec une liane mince avant cuisson. Leur dur�e
de conservation n'exc�de pas deux ou trois jours; au-del�, les risques de
contamination par des micro-organismes, notamment par des moisissures, s'accro�t
consid�rablement et les b�tons deviennent plus fermes et plus cassants par
d�shydratation et r�trogradation de
l'amidon.
6.2.3 Fabrication du gari
Contrairement � ce qui vient d'�tre dit, le gari peut �tre
fabriqu� non seulement � l'�chelon familial, mais �galement dans des entreprises
artisanales semi-m�canis�es d'une capacit� horaire de 400-500 kg de racines,
voire dans des unit�s industrielles plus importantes pouvant traiter 2.000-2.500
kg de racines par heure.
a) Fabrication traditionnelle au niveau familial
Le sch�ma de pr�paration traditionnelle du gari est illustr� �
la figure 45. Le bilan mati�res et les temps de travaux qui sont indiqu�s dans
la figure ne constituent que des ordres de grandeur qui peuvent varier en
fonction des vari�t�s de manioc utilis�es, de leur date de r�colte, de
l'exp�rience des op�rateurs, etc.
R�alis�e de fa�on enti�rement manuelle, la fabrication du gari
est longue et fastidieuse. Il faut en effet compter 950-1.000 heures de travail
pour produire une tonne de gari (voir la figure 45), cette quantit� pouvant
repr�senter la fabrication annuelle familiale au Nig�ria, o� 70-80 pour cent de
la production de manioc sont transform�s en gari.
A ce niveau, la fabrication du gari requiert peu de mat�riel de
fabrication locale:
- �pluchage: couteau ou machette;
- r�page: feuille de t�le perfor�e clou�e sur un cadre de bois
(ces r�pes provoquent fr�quemment des blessures aux doigts et aux mains);
- pressage: la pulpe est mise dans des sacs de r�cup�ration en
coton ou en fibres synth�tiques qui sont plac�es soit dans une corbeille sous un
couvercle charg� de pierres, soit dans des presses � levier sp�cialement
construites en bois. Mais d'autres syst�mes existent �galement (voir le chapitre
2, section 2.11);
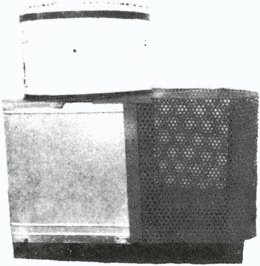
- garification: po�le en fonte, en t�le ou en terre cuite
d'environ 60 cm de diam�tre pos�e sur un petit foyer en terre ferm� sur trois
c�t�s (voir la figure 46);
- tamisage: tamis traditionnels en fibres v�g�tales;
- manutention: cuvettes �maill�es de diff�rentes
capacit�s.
La fermentation naturelle qui accompagne le pressage peut durer
2-5 jours selon les conditions locales et le degr� d'acidit� du gari exig� par
les consommateurs.
La garification proprement dite, toujours r�alis�e par des
femmes exp�riment�es, consiste � toaster l�g�rement, sous agitation constante
avec une palette en bois, les fins granul�s de pulpe press�e et tamis�e dans une
po�le pr�alablement huil�e ou non avec de l'huile de palme. Les parois de la
po�le peuvent atteindre 120°C ou plus, tandis que la masse de pulpe atteint
80-85°C, une temp�rature suffisante pour provoquer la g�lification
partielle de l'amidon dans un premier temps, puis le s�chage. La garification
r�alis�e par lots successifs de 2-3 kg de pulpe press�e dure environ 20-35 mn.
La chaleur et la fum�e du foyer rendent les conditions de travail tr�s p�nibles.
Vendu � des grossistes ou au d�tail sur les march�s locaux, le
gari constitue une source non n�gligeable de revenu en milieu rural. La
commercialisation se fait en sacs. Bien s�ch�, � 8-10 pour cent d'humidit�
r�siduelle, le gari peut se conserver pendant des mois � l'abri de l'humidit�;
en pratique, toutefois, la demande �tant g�n�ralement plus forte que l'offre,
les femmes interrompent le s�chage lorsque l'humidit� r�siduelle est plus �lev�e
(13-18 pour cent).
b) Fabrication familiale am�lior�e
La p�nibilit� de certains travaux peut �tre grandement r�duite
par l'introduction d'une l�g�re m�canisation et d'appareils plus performants,
notamment au niveau du r�page, du pressage et de la garification.
Figure 45. Fabrication
traditionnelle du gari (Bilan mati�res)
M = masse (kg) MS = mati�re s�che (kg) H =
humidit� du produit (%) t = tonne m�trique
1
Ce r�sultat s'obtient de la mani�re suivante: il faut 21,3 heures de travail
pour obtenir 22 kg de gari � partir de 100 kg de racines, soit
, ou encore 968 h/t de
gari.
R�page
Toute une s�rie de r�pes plus ou moins performantes, construites
localement par de petits artisans avec des mat�riaux de r�cup�ration, existent
et connaissent un succ�s certain par les services qu'elles rendent. Certaines
sont fixes, d'autres mont�es sur des ch�ssis �quip�s de roues et peuvent �tre
ainsi transport�es d'un village � l'autre ou d'un quartier urbain � l'autre.
Quelques mod�les de r�pes sont illustr�s au chapitre 2, section
2.9; les plus couramment utilis�es sont les r�pes � cylindre de bois recouvertes
d'une t�le perfor�e et les r�pes � disque horizontal. Elles sont actionn�es par
de petits moteurs diesel de 3-5 CV import�s de divers pays (France, Royaume-Uni,
Japon).
Le prix et la capacit� de r�page trop �lev�s interdisent
l'emploi des r�pes � moteur au niveau familial, mais celles-ci sont utilis�es �
fa�on par leur propri�taire dans les villages et les quartiers urbains.
Au lieu de durer une heure, le r�page de 10-15 kg de racines
pel�es ne prend qu'une ou deux minutes, ce qui justifie les longs trajets que
certaines femmes consentent � faire pour faire r�per m�caniquement leur manioc.
Pressage
Les presses am�lior�es en m�tal, du type presse � vis de
reliure, qui peuvent �tre fabriqu�es sur place par des m�caniciens ou des
forgerons, ne sont utilis�es que pour parachever le pressage pendant environ une
heure, en fin de fermentation, celle-ci �tant r�alis�e de mani�re traditionnelle
dans des sacs plac�s dans des paniers, sous un couvercle charg� de pierres. Les
fortes pressions exerc�es par ces presses � vis actionn�es manuellement
permettent d'obtenir une pulpe moins hydrat�e, donc moins longue � toaster et �
s�cher.
Une presse permet, selon sa capacit�, de traiter la production
journali�re d'un village ou d'une coop�rative de fabrication de gari. Les
presses hydrauliques ou les centrifugeuses illustr�es au chapitre 2, section
2.11, ne sont jamais utilis�es au niveau villageois en Afrique occidentale o�
l'on consomme le gari.
Garification
Au niveau villageois traditionnel, o� la fabrication du gari est
une affaire individuelle, on peut �ventuellement envisager d'accro�tre
l�g�rement la surface des po�les de garification (les doubler au maximum) pour
permettre de les charger davantage et de r�duire ainsi la dur�e des travaux
journaliers de garification. Une femme assise � c�t� de la po�le doit n�anmoins
pouvoir atteindre toute la surface de chauffe sans avoir � se pencher trop. Au
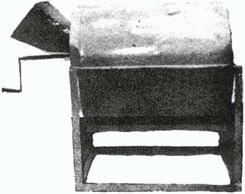
lieu d'�tre concave et ronde, la po�le peut �tre plate et rectangulaire, d'une
surface de 0,5 m2, par exemple, et reposer sur un muret de briques
ferm� sur trois c�t�s et servant de foyer (figure 46).
Une am�lioration consid�rable consiste � munir les foyers de
garification d'une chemin�e, m�me rudimentaire, de fa�on � �vacuer la fum�e
au-dessus d'un toit ou au-del� d'un muret le long duquel les foyers individuels
traditionnels ou am�lior�s peuvent �tre align�s.
Figure 46. Foyers
traditionnels et foyer am�lior� de garification - Foyers traditionnels
Figure 46. Foyers
traditionnels et foyer am�lior� de garification - Foyer am�lior�
c) Fabrication artisanale semi-m�canis�e
D�s lors qu'un groupement de paysans souhaite accro�tre sa
production de gari pour la porter � quelques centaines de kilos par jour, il
faut soit multiplier le mat�riel traditionnel ou am�lior� que l'on vient de
d�crire, soit accro�tre la capacit� de ces appareils et m�caniser un plus grand
nombre d'op�rations. Le choix des mat�riels sp�cialement con�us pour transformer
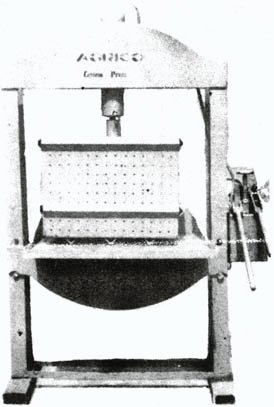
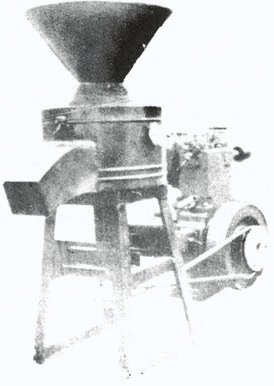
le manioc en gari est tr�s limit�. La figure 47 regroupe un ensemble d'appareils
actionn�s m�caniquement ou manuellement, construits au Lib�ria par la Soci�t�
Wahdwa et con�us pour produire 125 kg de gari par heure. Certains de ces
appareils, comme la peleuse, la r�pe et le broyeur, sont entra�n�s par des
moteurs � combustion ou �lectriques, tandis que les autres appareils (tamis,
calibreuse et foyer de garification) peuvent �tre actionn�s manuellement ou
m�caniquement. Selon les cas, l'ensemble de ce mat�riel peut co�ter 35.000 �
40.000 dollars (valeur mars 1985). Ce prix s'entend c.a.f.1 port de
l'Afrique occidentale.
1 Co�t, assurance, fret (on dit aussi
c.i.f.). Tous les frais de transport et d'assurance sont compris dans le prix de
la marchandise livr�e au port de destination.
Figure 47. Mat�riel semi-industriel de fabrication de
gari (Wahdwa, Agrico, Lib�ria)
Eplucheuse
Calibreuse
Presse
Tamis
R�pe
Foyer
Broyeur
Un atelier artisanal ne pourra s'�quiper que de certains
appareils et choisir par exemple d'�plucher les racines � la main, garantissant
ainsi une meilleure qualit� du gari. Peu d'ateliers de ce type fonctionnent
encore en Afrique occidentale, mais des informations s'y rapportant pourront
�tre fournies par l'Institut national des plantes � tubercules (INTD) � Lom�, au
Togo.
Par ailleurs, une firme du Nig�ria, Fabrico, construit �galement
un mat�riel de fabrication artisanale du gari, notamment des fours de
garification chauff�s au bois ou au charbon, compos�s d'un demi-cylindre de 4 m
de long formant auge dans lequel des pales m�talliques dispos�es sur un axe
actionn� par un motor�ducteur brassent le gari et le font avancer lentement
jusqu'� l'extr�mit� du cylindre. Quatre tiroirs coulissants mont�s sur rails
sont plac�s sous le demi-cylindre ferm� par un couvercle et constituent quatre
foyers de combustion s�par�s reli�s � une chemin�e commune. Ce syst�me, d'un
r�glage difficile, a la r�putation de br�ler le gari et semble abandonn� au
profit des foyers traditionnels dans les quelques ateliers nig�rians o� ils sont
install�s.
d) Fabrication industrielle du gari
Eu �gard � l'importance �conomique du gari en Afrique
occidentale, des efforts consid�rables ont �t� faits dans les ann�es 1970-1980
pour m�caniser la production de manioc et industrialiser la fabrication du gari,
notamment au Nig�ria et en C�te d'Ivoire. Plusieurs usines ayant une capacit�
nominale de traitement de 2.000-2.500 kg de racines � l'heure ont �t� mont�es et
produisent du gari avec plus ou moins de succ�s. Il semble que le constructeur
de ce mat�riel con�u au Federal Institute of Industrial Research, Lagos, Nig�ria
- la soci�t� britannique Newell Dunford (Surditon, Royaume Uni) - a interrompu
ce programme de fabrication dont le point faible majeur est l'�pluchage des
racines, qui doit �tre r�alis� traditionnellement � la main par une �quipe
constitu�e de nombreuses femmes.
L'�pluchage m�canique du manioc posait en effet, jusqu'en
1983-84, un probl�me difficile, car aucun des syst�mes d'�pluchage existant
jusqu'alors, � savoir:
- les �plucheuses � tambour type b�tonni�re ou �
couteaux cylindriques illustr�es aux figures 4 et 5 du chapitre 2;
- les �plucheuses “Bertin”, illustr�es � la figure 6,
utilis�es dans une usine de foufou (farine ferment�e de manioc) au Congo; et
- les �plucheuses par brassage sous eau “type
betterave” utilis�es par la soci�t� Maquina d'Andr�a pour la fabrication
industrielle de farine de manioc au Br�sil ou de gari au Nig�ria,
ne donnait satisfaction: soit on ne parvenait pas � �liminer le
phelloderme ligneux situ� sous le p�riderme brun, ce qui donnait un gari de
mauvaise qualit�, soit les pertes � l'�pluchage �taient trop �lev�es.
Seule la Soci�t� ivoirienne de technologie tropicale (I2T) �
Abidjan, en C�te d'Ivoire, semble avoir r�solu le probl�me par la mise au point
d'un syst�me original d'�pluchage � sec sur tambours anim�s de vitesses
diff�rentes suivi de tamisage et de centrifugation.
Figure 48. Bilan mati�res
d'une ligne de fabrication de farine de manioc (proc�d� I2T)
Le sch�ma de fabrication d'une farine de manioc utilisant le
proc�d� d'�pluchage-affinage d�crit ci-dessus et mis en oeuvre � Toumodi, en
C�te d'Ivoire, est illustr� par la figure 48. Ce proc�d� offre une possibilit�
d'�pluchage m�canique du manioc � un �chelon semi-industriel ou
industriel.
6.3 Fermentation du soja
Le soja repr�sente un produit int�ressant du point de vue
nutritionnel et offre de nombreuses possibilit�s de transformation. La
fermentation est obtenue par inoculation de souches microbiennes pr�cultiv�es
sur des graines de soja pr�par�es. Parmi les nombreux produits d�riv�s du soja,
seuls le shoyu et le tempeh sont pr�sent�s dans ce dossier. Le mode de
fabrication de ces deux produits est sensiblement
diff�rent.
6.3.1 Le shoyu
Ce produit, qui sert d'assaisonnement, se pr�sente sous forme
liquide et est obtenu par fermentation simultan�e de graines de soja et de
c�r�ales (g�n�ralement du bl�) en milieu sal�.
a) Pr�paration
- faire griller les grains de bl� et les �craser
grossi�rement; - mettre les graines de soja � tremper 10 � 12 h � temp�rature
ambiante; - �liminer l'eau et faire cuire en autoclave � 120°C pendant
une heure, puis d�cortiquer; - m�langer en quantit�s �gales bl� et soja; -
effectuer sur du riz une pr�culture d'Aspergillus oryzae et A.
sojae.
b) Fermentation
- m�langer, � raison de 0,1-0,2 pour cent,
l'inoculum et le produit � base de soja et de riz et r�partir dans des baquets
de 5 cm de profondeur;
- stocker � 30°C dans des conditions de teneur en
CO2 et de circulation d'air homog�nes et remuer p�riodiquement;
- apr�s 72 heures, ajouter le m�me volume de saumure � 17-18
pour cent de sel;
- ajouter des souches de Saccharomyces rouxii, Torulopsis,
Pediococcus sojae pour acc�l�rer la fermentation;
- agiter p�riodiquement. Ace stade, la temp�rature de
stockage a une grande incidence sur la dur�e de la fermentation: celle-ci dure
en g�n�ral un an, mais peut �tre r�duite si le m�lange est stock� pendant un
mois � 15°C, puis quatre mois � 28°C, puis un mois � 15°C;
- presser pour recueillir le jus, embouteiller et pasteuriser �
70-80°C pendant 30
mn.
6.3.2 Le tempeh
Le tempeh est un aliment � part enti�re. Il est caract�ris� par
une forte teneur en prot�ines et un prix peu �lev�. C'est un aliment de base
pour les populations qui ont un r�gime pauvre en prot�ines.
Il diff�re du shoyu par le fait qu'il est fabriqu� � partir de
soja exclusivement et qu'il est conserv� par s�chage.
a) Mode de fabrication ordinaire (ou traditionnel)
- d�cortiquer les graines de soja (soit directement,
soit apr�s les avoir �bouillant�es);
- tremper une nuit � 25°C;
- porter � �bullition dans de l'eau pendant 30 mn;
- �liminer l'eau;
- s�cher la surface des graines;
- ajouter un ferment (du tempeh ou une pr�paration commerciale);
- emballer dans des feuilles de bananier;
- laisser fermenter 1-2 jours � temp�rature ambiante;
- blanchir quelques minutes;
- s�cher � 93°C pendant 90-120 mn ou plus longtemps au
soleil.
b) Mode de fabrication am�lior�
- d�cortiquer et �craser simultan�ment en 4-5
morceaux; - tremper dans de l'eau � 25°C pendant 30 mn; - porter �
�bullition pendant 30 mn; - �liminer l'eau, puis refroidir; - inoculer
avec Rhizopus oligosporus pr�par� s�par�ment; - emballer
herm�tiquement; - laisser fermenter � 30-31°C pendant 20
heures.