 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TECHNOLOGY SERIES
Technical Memorandum No. 3
Prepared under the joint auspices of the International Labour Office, the Food and Agriculture Organisation and the United Nations Environment Programme

International Labour
Office Geneva

World Employment Programme
|
The ILO’s World Employment Programme (WEP) aims to assist and encourage member States to adopt and implement active policies and projects designed to promote full, productive and freely chosen employment and to reduce poverty. Through its action-oriented research, technical advisory services, national projects and the work of its four regional employment teams in Africa. Asia and Latin America, the WEP pays special attention to the longer-term development problems of rural areas where the vast majority of poor and underemployed people still live, and to the rapidly growing urban informal sector. At the same time, in response to the economic crises and the growth in open unemployment of the 1980s, the WEP has entered into an ongoing dialogue with the social partners and other international agencies on the social dimensions of adjustment, and is devoting a major part of its policy analysis and advice to achieving greater equity in structural adjustment programmes Employment and poverty monitoring, direct employment creation and income generation for vulnerable groups, linkages between macro-economic and micro-economic interventions, technological change and labour market problems and policies are among the areas covered. Through these overall activities, the ILO has been able to help national decision-makers to reshape their policies and plans with the aim of eradicating mass poverty and promoting productive employment. This publication is the outcome of a WEP project. |
Copyright © International Labour Organisation 1982
Publications of the International Labour Office enjoy copyright under Protocol 2 of the Universal Copyright Convention. Nevertheless, short excerpts from them may be reproduced without authorisation, on condition that the source is indicated. For rights of reproduction or translation, application should be made to the Publications Branch (Rights and Permissions), International Labour Office, CH-1211 Geneva 22, Switzerland. The International Labour Office welcomes such applications.
ISBN 92-2-103205-1
ISSN 0252-2004
First published 1982
Fourth impression 1989
|
The designations employed in ILO publications, which are in conformity with United Nations practice, and the presentation of material therein do not imply the expression of any opinion whatsoever on the part of the International Labour Office concerning the legal status of any country, area or territory or of its authorities, or concerning the delimitation of its frontiers. The responsibility for opinions expressed in signed articles, studies and other contributions rests solely with their authors, and publication does not constitute an endorsement by the International Labour Office of the opinions expressed in them. Reference to names of firms and commercial products and processes does not imply their endorsement by the International Labour Office, and any failure to mention a particular firm, commercial product or process is not a sign of disapproval. ILO publications can be obtained through major booksellers or ILO local offices in many countries, or direct from ILO Publications, International Labour Office, CH-1211 Geneva 22, Switzerland. A catalogue or list of new publications will be sent free of charge from the above address. |
Printed by the International Labour Office, Geneva, Switzerland
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Acknowledgements
The publication of this memorandum has been made possible by a grant from the United Nations Environment Programme, The International Labour Office and the Food and Agriculture Organisation of the United Nations acknowledge this generous support.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Preface
Fresh water and sea fish constitute an important source of food for large segments of the populations of developing countries. However, consumption of fresh or processed fish by low-income groups, located outside the main urban centres of these countries, has not progressed and, in some cases, has actually declined. A number of reasons may explain this situation: lack of adequate infrastructure at landing areas (e.g. lack of cold storage), over-emphasis on supplying the export markets with high priced fresh and processed fish which cannot be afforded by low-income groups, inadequate fish processing technologies used by small-scale fish processors, etc. The lack of appropriate landing and transport facilities puts a limit to the amount of fish which can be marketed before spoilage takes place (e.g. within six hours at ambient temperatures for tropical fish). Inadequate transport facilities and marketing channels also make local fishermen dependent on fish wholesalers or retailers who tend to pay them low prices for their catches. Thus, these fishermen are not induced to expand the supply of fish.
Small-scale fisheries, which are more appropriate for the supply of fresh or cured fish for consumption by low-income groups than large-scale fisheries, generally tend to be neglected. It is hoped that the information provided in this Memorandum - prepared jointly by ILO, FAO and UNEP (which also financed its preparation) - will enable governments and policy-makers to support small-scale fisheries development programmes. Although this technical memorandum focusses essentially on the small-scale processing of fish, other aspects of these programmes should not be neglected (e.g. fishing techniques, marketing, quality control, credit) if they were to achieve far-reaching results.
This Memorandum covers the choice of fish processing technologies particularly suited for small-scale producers, namely, fish salting, drying and fermenting (Chapter II) and fish smoking and boiling (Chapter III.). Thermal processing, which may not be efficiently carried out by small-scale producers, is briefly described in Chapter IV. An economic evaluation of such processing is, however, provided in Chapter V in order to allow project evaluators and public planners to compare the economic feasibility of thermal processing and other techniques. The employment impact and skill requirements associated with different techniques are also briefly analysed in Chapter V.
Fish drying, salting, fermenting, smoking and boiling are described in sufficient detail to allow small-scale producers to apply the technologies covered in Chapters II and III without having to seek a great deal of additional information. Drawings of major pieces of equipment and step-by-step description of processing techniques are provided for various fish species. Unlike other technical memoranda in the series, this one does not provide a list of equipment suppliers since the proposed equipment (e.g. for drying, smoking) can be easily manufactured locally. Nor are pieces of equipment and materials which may need to be imported (e.g. fans, heaters) specific to fish processing; they can therefore be ordered from local equipment and materials importers.
Chapter V provides a methodological framework for estimating unit production costs associated with alternative processing techniques. This framework, illustrated with a number of living examples from developing countries, can be easily applied by fish processors who wish to obtain estimates of processing costs prior to investing in new fish processing units or in improving the efficiency of already operating ones. This Chapter also describes the type of assistance (e.g. training, extension services, credit) needed by the fisheries sector of a developing country in order to improve the processing and marketing of fish.
Chapter VI analyses the environmental impact of small-scale and large-scale fish production and processing in terms of the depletion of the fish population, energy utilisation and air and water pollution. Some suggestions are made in order to minimise the harmful impact of fish production and processing on the environment.
This Memorandum does not describe all existing fish processing technologies. Rather, a choice has been made from among those which have been successfully applied by small-scale fish processors in a number of developing countries. Other technologies, not described in this Memorandum, may also be adapted to local conditions and tried in a few production units with a view to assessing their technical and economic efficiency. The bibliography in Appendix II should provide useful additional information on these technologies.
The main target audience of this Memorandum includes small-scale fish processors, trainers and extension officers from fisheries departments or rural development agencies, project evaluators from industrial development departments and technical cooperation experts. It is hoped that public planners would also be interested in the chapters dealing with the socio-economic evaluation of alternative fish processing technologies and the environmental impact of the latter.
A questionnaire is attached at the end of the Memorandum for those readers who may wish to send to the ILO their comments and observations on the content and usefulness of this publication. These will be taken into consideration in the future preparation of additional technical memoranda.
This Technical Memorandum was prepared by the Tropical Products Institute (London) in collaboration with Mr. M. Allal, staff member of the Technology and Employment Branch of the ILO and Mr. Z. S. Karnicki, staff member of the Fisheries Industries Division of the FAO.
A. S. Bhalla,
Chief,
Technology and Employment
Branch.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Small-Scale Processing of Fish (ILO - WEP, 1982, 140 p.)
CHAPTER I. INTRODUCTION
Fish processing is a fairly wide field, covering a large number of processing techniques, fish species and fish products. Given the purpose of this technical memorandum, the types of fish species, fish products and processing technologies for which detailed information is provided have been restricted to those of interest to small-scale producers in developing countries.
The first section of this chapter describes some of the fish species covered by the memorandum. The following two sections provide a brief description of processing methods, and suggest a few measures for avoiding the spoilage of fish before, during and after processing. The following chapters will provide detailed technical information on the processing methods described in this chapter.
I. FISH SPECIES
Some 20,500 species of fish are known to exist. The majority of these are found in tropical waters. One of the major differences between temperate and tropical fisheries is that the temperate fisheries tend to be based on single species such as cod and herring, while in many tropical fisheries the catch may include 30 or more species, all of which can be consumed fresh or in processed form. The fish curer working in the tropics may thus have to be prepared to preserve a range of species in differing size and fat content, some of which are delicate while others are more robust and less subject to damage. Since it would be impractical to consider more than a small number of fish types in this memorandum, four main groups are considered. In later chapters, where methods and techniques are discussed, it will be possible to be more specific.
The most important factors which affect the suitability of a fish for a particular process are:
(a) Size - Very small fish may be dried whole where weather conditions permit. Larger fish must always be cut so as to increase the surface area available for salt penetration, and/or moisture loss.
(b) Oil content - Fish oils oxidise readily and become rancid. Rancidity gives a bitter flavour to the product and this may be considered objectionable although some communities prefer dried fish to be slightly rancid. Fish which contain much oil do not generally make good salted and/or dried products since the oil acts as a barrier to salt penetration and moisture loss. Satisfactory products may be made by cooking and then drying, or by smoking. In cold climates, such fish are often pickled in salt. If this is attempted in a hot climate, fermentation is rapid, the flesh starts to break down and pastes or sauces result.
(c) Flesh texture - Fish in which the flesh is firm or moderately firm are relatively easily handled; they can be cut without falling apart and the dried product can be transported without breaking up. Fish which have a very soft flesh tend to tear when attempts are made to cut them? if dried products are made, these are very fragile and break up during transport. Fish which have both delicate flesh and a high fat content need especially careful treatment.
I.1. Small pelagic species
Small pelagic species include fish less than 25 cm long. Characteristically, such fish form schools or shoals so that large numbers may be taken at one time. The group includes the herring-like and sardine-like fish, which are slender and have relatively small scales and soft delicate flesh. Many species in this group have a high oil content. These fish are sometimes dried whole without salting, but the products are then fragile and break easily. In many parts of Africa, such fish are smoked and dried, the products again being fragile. It is difficult to control rancidity and unless the products can be marketed soon after processing, its value may be reduced substantially.
The small mackerels, such as the Indian chub mackerel, are also included in this group. These are sold fresh whenever possible, but they may also be boiled or salted and dried. This group also includes anchovies and anchovy-like fish of fresh waters. In Africa, these are often sundried without preliminary treatment while in Asia, products are often made by drying after boiling. The best fermented fish sauces are made from anchovies.
Good canned products may be made from sardines and mackerels, but as noted elsewhere in this memorandum, conditions in the developing countries rarely permit the profitable establishment of a small cannery.
I.2. Large pelagic species
The most important fish in this group are the tunas, some of them weighing 500 kg or more. Many other species reach a weight of 100 kg while others seldom attain 10 kg. The flesh is generally very firm and contains moderate amounts of oil. In some species, the flesh is very dark and many of these bleed heavily when cut. The skin of most species is thin.
Most of the world tuna catch is canned but substantial amounts are sold fresh. Fresh tuna is often highly priced and is not commonly used to make dried salted products. Two special cured products, Maldive fish (much in demand in Sri Lanka) and katsuobushi (which is popular in Japan) are made by a combination of cooking, smoking and drying. The smaller tunas, such as skipjack are most often used for these products.
The larger mackerels and horse mackerels, or jacks, have moderately firm flesh and a medium oil content. These are popular food fish and are best sold fresh when possible. Alternatively, good quality salted, dried or smoked products may be made. Canned products of good quality could be made from most of these species but they are not usually caught in sufficient quantity for canning.
I.3. Small demersal fish
Small demersal fish include bottom-living fish less than 25 cm long. They constitute a very diverse group including fish of very different shapes, but generally of deeper form than pelagic fish. Most have quite large hard scales and moderately firm flesh. Some, such as the catfish, are scaleless and have soft flesh. The oil content is variable but is generally less than 5% and there is less annual variation in oil content than is found in pelagic fish. The group includes many different types of sea fish such as small mullets, snappers, breams, croakers, jew fish and silver bellies, and small fresh water fish such as carps and breams.
Salted and dried products of good quality can be made from many small demersal fish, but the products fetch generally low prices. These products are useful in that they provide the lower income groups with a source of animal protein food. However, because their market prices are generally low, expensive refinements of processing are not possible. Being relatively lean and bony, these fish are not generally suitable for canning. They are also seldom used for making fermented products.
I.4. Large demersal fish
Large demersal fish also constitute a somewhat diverse group. It includes the sharks and rays as well as bony fish such as mullets, snappers, groupers, jew fish, breams and threadfins. Many of these bony fish are sold most profitably fresh when this is possible They can also be processed into excellent dried salted products when demand for the fresh product is not sufficient. These fish are not usually smoked or used for making boiled or fermented products. The sharks and rays need particularly careful handling otherwise the flesh may smell strongly of ammonia. Good salted dried products can be made out of these two species if processed carefully.
The fresh water fish in this group include tilapia, carp and catfish. In Africa, the latter are commonly smoked. They are also sometimes split or cut into pieces and dried in the sun.
Most of the bony fish have large hard scales, the flesh is moderately firm and the fat content relatively low. Few, if any, could be used for canning and for making fermented or boiled products.
II. PROCESSING METHODS
This section briefly reviews processing methods which will be described in greater detail in subsequent chapters. These methods do not include technologies which are more appropriate for capital-intensive medium and large-scale processing plants.
II.1. Salting
During slating, the flesh of the fish looses some of its water and is impregnated with salt. Rapid penetration of salt into the flesh is desirable for good protection of the product during the curing process. Salting can be done by a number of methods. The obtained results are influenced by such factors as climate, salt quality, type and quality of the fish used, the type of product desired by consumers and cost. Fish may be slated by rubbing dry salt into the flesh or by immersing the fish in a brine (a solution of salt in water). The juices extracted from the fish during dry salting can be allowed to drain away (Kench curing) or they can be contained in order to keep the fish covered by a salty liquid or “pickle” (pickle curing).
II.2. Drying
Simple drying in the sun is one of the commonest methods of curing used in tropical countries. Natural drying using the action of sun and wind constitutes one of the least expensive drying methods. Furthermore, the type of packaging used for dried fish is also fairly inexpensive. Altogether, dried fish is particularly suited for low-income groups which cannot afford expensive fish products. Simple improvements, such as the use of drying racks raised above ground level can increase drying rates and reduce contamination, thus helping to make products of good quality.
Mechanical dryers are relatively expensive to buy and operate. Although the output may be of better quality than that produced by natural drying, artificially dried fish will, most probably, be too expensive for the majority of low-income consumers.
II.3. Smoking
During smoking, the heat from the fire dries the fish while chemicals from the smoke impregnate the flesh. The obtained flavours depend both on the raw materials used and the length of time the fish are smoked.
There are many traditional smoking methods: these range from simple open fires or smoke pits to smokehouses covering a considerable area. Structures used in traditional smoking methods can be built with local materials and labour. They have however a major disadvantage: most of these structures are wasteful of fuel, usually firewood, which has become both scarce and expensive in some countries. A number of modified and improved designs have been produced in order to partially overcome the above disadvantage. The modified structures are easier to use than the traditional pits, and produce smoked fish of a more even quality, using less fuel.
Smoking is one of the most common curing process wherever salt is in short supply, most notably in the inland fisheries of Africa.
II.4. Other curing methods
Brine preserved, pickled and fermented fish products such as fish pastes and sauces are widely made in South-East Asia but not elsewhere in the tropics. Spoilage is prevented in these cures by the addition of large quantities of salt. A fish paste is obtained whenever a moderate amount of breakdown of protein occurs. If the breakdown is permitted to continue further, a liquid sauce is obtained. All these products contain large quantities of salt, and can there fore be eaten only in small quantities at one meal.
Boiled fish products are also of considerable importance in South-East Asia. Some products are simply boiled; they can then be kept for only a few days at tropical temperatures. Sometimes, the boiled fish is dried and the products can then be kept for many months. A few products are made by boiling and salting in sealed containers, yielding cured fish with a relatively long storage life.
III. PREVENTION OF LOSSES AND SPOILAGE OF FISH
Since fish are the most important animal protein in the diet of many people in the tropics, it is important to reduce wastage and losses to the lowest possible level. Fish spoil very quickly and small-scale fish processing enterprises can easily loose profits through wastage. In general, it has been estimated that approximately 25% of a catch of fish may be lost through one cause or another before consumption.
Immediately after a catch, a complicated series of chemical and baterial changes begin to take place within the fish. If these changes are not controlled the fish quickly become spoiled (e.g. within 12 hours at tropical temperatures). Thus, the need to process fish according to some of the curing methods described under section II soon after the catch.
Spoilage of fish may take place before, during or after processing. The reasons for such spoilage and measures to prevent or minimise it are briefly described below.
III.1. Prevention of spoilage of fish before processing
A great deal of spoilage may occur before the fish is processed. The bacterial and chemical changes which cause spoilage proceed rapidly at the temperature at which tropical fish normally live (in the range of 25-30°C). In general, the lower the temperature of the fish, the slower the change which causes spoilage. Furthermore, spoilage may be reduced if fish are handled properly, and good hygienic measures are adopted. A few measures for avoiding or minimising spoilage are briefly described below.
(i) Improvement of landing facilities and distribution. Very often, whenever unexpectedly large catches are taken, landing facilities and the distribution system cannot handle the surplus of fish. Thus, a long period of time may elapse before the fish can be processed. Consequently, a high percentage of the fish may become unsuitable for processing. It is therefore important to expand cold storage facilities in proximity of the catch areas whenever sufficient and/or adequate transport facilities (e.g. trucks equipped with a refrigeration system) are not available. Alternatively, processing plants may be located near the catch areas in order to avoid the need for extensive transport facilities.
(ii) Maintaining the fish at low temperatures. To minimise spoilage, fish should be kept as cool as possible immediately after catching until processing starts. If tropical fish are chilled with ice, they may be kept in an edible condition for an increased period. The actual length of time depends very much on the type of fish, but may be as long as three weeks. However, in many areas far away from major towns, ice may not be available in sufficient quantities. Fish may then be kept relatively cool by other means, including the following:
- keeping the fish in the shade out of direct sun,- placing damp sacking over the fish. This helps reduce the temperature as the water evaporates. The sacking must be kept wet and the fish must be well ventilated.
- mixing the fish with wet grass or water weeds in an open-sided box so that the water can evaporate and cool the fish. In this method, the fish should be kept continuously wet.
(iii) Maintaining a hygienic environment. Fish which have been handled cleanly and carefully will be in a better condition than fish which have been handled carelessly; they can, therefore, be worth more money.
Before processing starts, attention to the following points is important.
- To keep the fish as clean as possible. Washing with clean water will remove any of the bacteria present on the fish skin, especially in the presence of mud.- To keep the fish cool, chilled in ice or chilled water, if possible, at all stages before processing starts. Fish spoilage is a continuing process: once a particular stage of spoilage has been reached no amount of good practice or processing can reverse it.
- To avoid damaging fish by careless handling. If the skin is broken this will allow bacteria to enter the flesh more quickly and spoilage will be more rapid. This sort of damage can be caused by walking on fish and by the use of a shovel. If the guts can be removed and the gut cavity washed carefully, this will reduce the number of spoilage bacteria present; however, in some areas, the purchaser requires whole fish so that this practice may lower the value of the catch.
III.2. Prevention of spoilage of fish during processing
A number of measures may be adopted in order to minimise the spoilage of fish during processing. They may include the following:
- To keep all tools, fish boxes, boat holds, cutting tables etc. clean by washing with clean water. Where drinking water is available, to use it to wash the fish before and during processing, for example, after gutting or splitting the fish.
- To prevent fish offal (guts, heads, gills, etc.) from coming into contact with cleaned fish. Also, the fish working area should be cleaned regularly, at least once a day by removing all offal and dirt which might contain bacteria or attract insect pests such as flies. All offal should be removed from the working site. It may be used as fertiliser, or buried. It should not be thrown into the water near the work site as this practice fouls the water and may attract insects.- To ensure that high standards of personal hygiene are maintained. Fish processors are handling food, and hands should always be washed before starting work and particularly after visiting the toilet. People who have infected wounds, stomach complaints or any contagious disease, should not be allowed to handle the fish.
- To ensure speed during processing. The longer the time required by processing, the greater the amount of spoilage which will occur before processing is completed.
- If possible, to keep fish in boxes and off the ground. Work, such as cutting fish prior to salting or drying, must be carried out on tables, not on the ground where the fish will become dirty and pick up bacteria.
- To protect the fish from rain and to use salt during drying in order to avoid the spoilage of fish through bacterial, mould or insect attack.
- To use well-designed smoking kilns or ovens in order to avoid the over-cooking of fish which may catch fire or become excessively brittle.
- To protect the fish against insect infestation during processing. Blow-flies lay their eggs in the fish while they are still moist and the larvae eat the flesh. Beetles, such as the hide beetle, lay eggs in the fish as they are drying and the larvae eat the flesh even when it is quite dry. Damage can be reduced by ensuring that processing waste is properly disposed of so that there are no places for insect to breed. Using better salting techniques may help since insect larvae are not attracted by heavily salted fish. Techniques which speed the drying process are useful in countering blowflies. Temperatures in excess of 45°C decrease infestation by fly larvae although 20 hours at this temperature is required for complete de-infestation. Fumigation or heat treatment such as resmoking can be used to kill beetle pests. 40 minutes at 70° C is generally sufficient to kill insects in a dried product.
III.3. Prevention of spoilage of fish after processing
Although the spoilage process of fresh fish can be inhibited through various curing methods, cured products may still become inedible due to other causes such as mould or insect attack. The subject of losses in cured fish has been reviewed in detail by FAO (1981). It is hoped that the research and development programme recommended in the FAO study will yield improved techniques and reduced losses.
The storage life of cured fish will depend on the adopted curing methods and packaging. Cooking inhibits spoilage by destroying bacteria and preventing certain chemical changes. Tropical fish cook at temperatures over 50° C, although higher temperatures are usually used to reduce the time required to complete the process. Boiling fish in water for a few minutes is, for example, a popular process in South-East Asia. It must be stressed, however, that the preservation of fish due to cooking alone is short term unless recontamination by bacteria is prevented by canning or a similar process. Canned fish can be kept for a long time but the process is expensive and may not be suitable if retail prices are to be kept low. Cooked fish, such as boiled or hot-smoked products, must also be salted and/or dried if a storage life of more than two days at tropical temperatures is required.
The storage life of cured fish may be increased if the following measures were adopted:
- To ensure sufficient drying of the fish in order to avoid attacks by certain bacteria or moulds during storage.- To use appropriate packaging, and to store packaged goods in cool storage areas protected from dust, insects, etc.
- To avoid excessive smoking and drying of fish if losses are to be avoided through the breaking of fish into small pieces.
- In general, it would be useful to process the right amounts of fish at a time, so that the whole output can be sold within the estimated storage life of the processed fish. It would not make sense to process much more than can be marketed within a given period of time, and have the surplus thrown away because it is not anymore fit for consumption.
More information on the various measures needed to prevent the early spoilage of fish will be further elaborated in the following chapters.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Small-Scale Processing of Fish (ILO - WEP, 1982, 140 p.)
CHAPTER II. SALTING - DRYING - FERMENTING
This chapter describes fish salting, drying and fermenting techniques. Fish salting and drying are described with sufficient details to allow processing on the basis of the provided information. On the other hand, fermenting techniques are only briefly described as fermented fish products are mostly consumed in Asia where the techniques are fairly well mastered.
This chapter contains six main sections. The first five sections refer exclusively to salted and/or dried fish, and cover fish preparation (Section I, including gutting and splitting techniques), salting techniques (Section II), drying techniques (Section III), packaging and storage of dried/salted fish (Section IV) and methods of preparation of specific fish products (Section V). The last section deals exclusively with fish fermenting techniques.
I. FISH PREPARATION
It is important that fish for salting and drying be prepared in a way which allows rapid salt penetration and water removal. Very small fish, such as anchovies, sardines and other species less than 10 cm long, are sometimes cured without any preparatory cutting, with only the guts removed whenever necessary. Fish longer than 15 cm are split open so that the surface area is increased and the flesh thickness is reduced. With fish more than about 25 cm long, additional cuts (scores) should be made in the flesh.
Fish must always be prepared in a manner acceptable to the buyer and consumer. For example, some consumers prefer that the head be cut off, while others prefer that it is left on. In some fisheries, the front two-thirds of the backbone of big fish is taken out once the fish have been split open. Removal of the bone increases the surface available for salt penetration and water removal. Another example refers to fish scales: some consumers prefer scaled fish while others prefer fish with their scales on. It is, however, preferable to scale fish for easy salt penetration and drying.
I.1. Equipment for fish preparation
Fish should never be prepared on the ground as it will pick up dirt even if it were prepared on a board or mat. A table or bench at comfortable working height should be used. The table may be made of wood, metal or concrete. A good design of such a table is shown in Figure II.1 & plate II.2. The surface of the table should be smooth so that it is easily cleaned. Drainage should also be provided to allow scrubbing of the surface with a brush. Whatever the material used for the surface of the table, it is preferable to use a separate wooden cutting board in order to avoid damaging a wooden surface or blunting knives on a metal or concrete one.
Knives are the most important tools for fish preparation. A selection of these is shown in Plate II.1. Short knives should be used for small fish, long flexible knives for filleting and stout knives for splitting big fish. Knives must be kept sharp. Blunt knives tear the fish and slow down the work. If a grind-stone is available, it should be used to shape or profile the cutting edge and to remove nicks. An oilstone or water lubricated stone may then be used to sharpen the cutting edge. A steel should be used to remove burrs on the edge. Proper grindstones are expensive and steels are not easily obtained in some countries. In any case, a fish curer should always have a good sharpening stone available.
I.2. Gutting and splitting methods
It is usual to split lean fish from the belly side, a method known as cod splitting, although all large round-bodied fish can be processed in a similar way.

Plate II.1. Cutting knives and
sharpening tools
1. Oilstone (in protective box)
2. Filleting
3. Or skinning
4. Knives
5. Block fillet knife
6. Kippering (herring splitting) knife
7. Gutting knife
8. Cod splitting knife
9. Large broad-
10. bladed knives
11. Steel
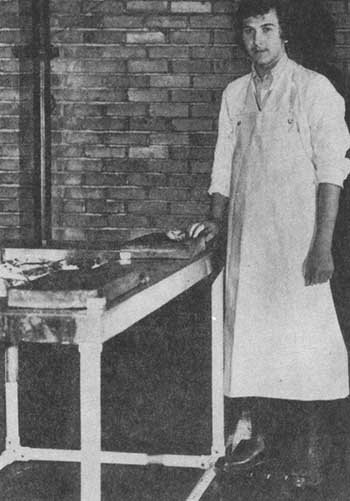
Plate II.2. Protective clothing
and filleting table

Figure II.1. Fish filleting
table
This method can only be practised if the fish has been gutted before splitting. In some fisheries, however, splitting from the back is the usual practice. This latter method of splitting is known as mackerel splitting. Whatever the method, all cuts should be made with a clean sweep of the knife as ragged cuts spoil the appearance of the fish and salt penetration and drying are likely to be uneven. Cod-style splitting of a large fish is illustrated in the sequence of Plates II.3 to II.10.
To gut the fish, prior to splitting, a single cut should be made from the vent to the throat. The guts should be pulled out in one piece and cropped into a barrel or other suitable container.
After splitting and if the flesh is thicker than about 2 cm, scoring cuts should be made along the length of the fish at intervals of 2-4 cm depending on the flesh thickness. These scores should not be so deep as to cut through the skin.
All black membranes should be removed from the inside of the fish. It is important that no pieces of gut remain. The fish should then be carefully washed.
Back or mackerel splitting is commonly used with smaller and fatty fish. The head is invariably left on. The method is illustrated in Plates II.11 to II.15 in the case of herring. After splitting, the guts, gills and hearts should be removed and, using a small brush, the dark coloured blood next to the backbone cleaned out. The fish should then be washed thoroughly.
II. SALTING
There are three main salting methods: kench salting, pickle curing and brining. The first two methods yield fish with a relatively high salt concentration while the third method (brining) is commonly used for products with a low salt concentration. A method used in some fisheries, whereby fish are rubbed with salt and then hung to dry, is not recommended as it does not produce an even cure.
II.1. Kench salting
In kench salting, the fish are mixed with dry crystalline salt and piled up, the brine which forms as the salt takes water from the fish being allowed to drain away. This method is especially popular for large lean fish species. Kenching can be carried out in shallow concrete tanks fitted with a drain, or on raised platforms or racks of approximately 1 m2 area and 8-10 cm off the ground. Starting at the centre of the rack, 2 or 3 rows of prepared fish are laid flesh side up over a bed of salt. Salt is then sprinkled or rubbed all over the fish, more being put on the thick parts of the fish than on the thin parts. Whenever scores have been made, these should be filled with salt. A pile of fish is built up by moving outwards from the centre, and sprinkling each layer of fish with salt before covering with the next layer. To ensure good drainage, the centre of the pile should be about 10 cm higher than the outside edges and it should not be higher than about 2 m.
Plate II.3 to II.10.
Cod splitting method

Plate II.3. To hold fish
across barrel and cut the throat. To avoid cutting the lug bone out if they are
necessary to hang the fish for drying.

Plate II.4. To turn fish over
and cut into back of head down to backbone to break off head into barrel.
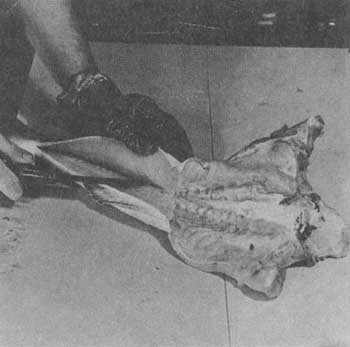
Plate II.5. With the fish
lying on its side, head away and belly to the right hand side, to cut down
ventral surface to tail.
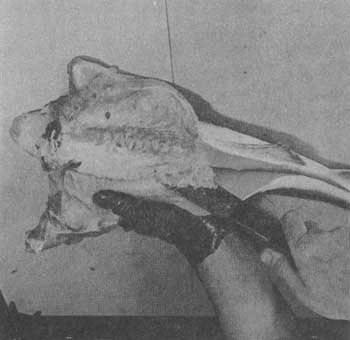
Plate II.6. To cut forward
alongside backbone and round the outside of the ribs.

Plate II.7. To turn fish
round. To cut forward along backbone following the large blood vessel in the
bone

Plate II.8. To cut across
backbone and then forward under the backbone
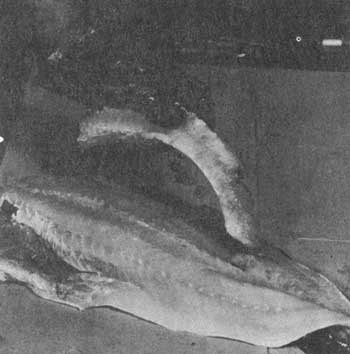
Plate II.9. Removal of part
of fish backbone

Plate II.10. Split fish
Plates II.11 to II.15.
Herring - splitting
methods

Plate II.11. To insert knife
into fish close to dorsal fin. To cut forward through head, keeping the knife
hard against backbone
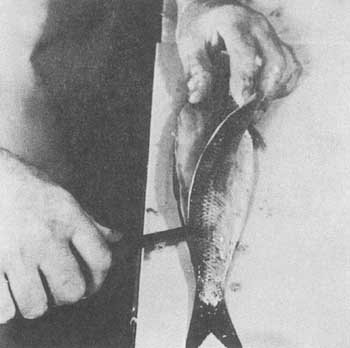
Plate II.12. To cut from
close to dorsal fin to tail.

Plate II.13. To open out fish
with knife, avoiding cutting through the skin.

Plate II.14. To remove guts,
gills and heart. To brush out peritoneal (black) lining.
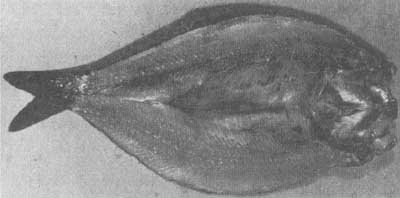
Plate II.15. Clean, washed,
split fish.
Care should be taken in making a pile in order to ensure even salting of the fish and a good product quality. Brine should not be allowed to accumulate in some places as this will produce an uneven cure and may discolour the fish. The edges of the kench pile should also be regularly sprinkled with salt to prevent contamination.
In the tropics, fish are usually left in the kench pile for 24 to 48 hours after which it is dried. However, the salt may not have completely penetrated the fish during this time, and penetration may continue during drying. In rainy weather, the fish may be left in the kench pile for longer periods. In this event, the pile should be broken down and a new pile made up so that the top fish from the first pile are placed at the bottom of the new pile. In making the first kench pile, 30-35 parts by weight of salt should be used for each 100 parts of fish.
The advantage of kench salting is that the fluids are drained off leaving the flesh fairly dry. However, it also has a number of disadvantages: oily types of fish become rancid due to exposure to the air, insects and rodents have ready access to the fish, mould and bacterial attack can take place, and salting may not always be even.
II.2. Pickle curing
In pickle curing, a barrel or tank is used to hold the brine which forms as the salt mixes with the water contained in the fish. From 20 to 35 parts by weight of salt to 100 parts by weight of fish may be used depending on the cure required. Fatty fish, such as mackerel, are commonly pickle-cured.
In this salting method, a layer of dry salt is spread over the bottom of the tank upon which the first layer of fish is laid. There is, however, no need to stack fish higher in the centre as drainage is not required. The layers of salt and fish are stacked up, care being taken to ensure that no fish are overlapped without a salt layer between them since this could cause the fish to stick together. As the pile is built up, the salt layers should become thicker. The top layer of fish must be placed skin side uppermost. A wooden cover should be placed on this top layer so that weights can be used to keep the fish below the surface of the brine which forms.
Pickle curing is recommended in preference to kench salting as it produces a more even salt penetration and provides a better protection of the fish against insects and animals since they are covered with brine.
II.3. Brine salting
In brining, or brine salting, the fish are immersed in a solution of salt and water. By varying the strength of the brine and the curing period, it is possible to control the salt concentration in the final product. The method is commonly used in developed countries when a smoked product is to be made and the salt concentration required in the final product must be lower than 3% (e.g. as for hot-smoked mackerel). Brine salting may be used advantageously in developing countries as the process is more uniform and controlable than the dry salting techniques.
A fully saturated brine contains about 360 g of salt to each litre of water (3 lb 10 oz of salt per Imperial Gallon). A sack of salt should be hung in the brine to ensure that the latter remains at full strength. Full strength or saturated brine is called a 100 brine. A 10 brine - which is made up by mixing 1 part of 100° brine with 9 parts of water - is sometimes used to soak fish before salting.
II.4. Salt quality
The salt used for curing fish (fishery salt) is a mixture of a number of chemicals. A good fishery salt contains from 95% to 98% of common salt known chemically as sodium chloride. Since fishery salt generally originates from the sea, it contains impurities such as chlorides and sulphates of calcium and magnesium, and sodium sulphate and carbonates. Other types of fishery salt include rock salt (i.e. mined salt) and sun salt or solar salt (i.e. salt obtained through water evaporation from coastal lagoons or ponds).
The type and quality of salt used affect the appearance, flavour and shelf life of cured fish. If pure sodium chloride is used for curing, the product is pale yellow in colour and soft. A small proportion of calcium and magnesium salts is desirable as the latter yield a whiter, firmer cure which is preferred by most people. However, if the proportion of these chemicals is too high, the rate at which the sodium chloride impregnates the fish is slowed down. Furthermore, the salt becomes damp as the chemicals absorb moisture from the air and make the product taste bitter.
The composition of sun or solar salt is determined by various factors outside the control of the processed fish producer. Therefore, if salt from one source proves unsatisfactory another source should be sought or the curer should consider making his own salt.
Solar salt often contains some sand and mud as it is usually scraped up from the bottom of the ponds in which it is made. The cheapest grades contain a large proportion of dirt and these should not be bought for fish curing. Salt should be kept in clean bags or covered bins so that it does not become dirty.
Salt may also contain both moulds and bacteria. The bacteria cause the pink colour sometimes seen in salted fish. These bacteria also make the fish slimy and produce an unpleasant odour. If the salt is kept in storage under dry conditions, for 6 to 12 months, the number of bacteria present will be much reduced. Alternatively, the salt can be baked to kill the bacteria. Both storage and baking will increase the processing costs. These may be avoided if some consumers of traditional products prefer the strong flavours produced in cured fish by mild attacks of pink bacteria.
All processing equipment and surfaces must be thoroughly washed with fresh water to help prevent pinking. Light growths can be brushed off from the fish surface and the product redried but severe attack leads to the destruction of the fish.
Solar salt often contains very large pieces which should be broken up by grinding. An ideal salt for dry salting operations contains some very fine grains which will dissolve quickly and some larger ones which will dissolve more slowly and prevent the fish from sticking together. For making brines, very fine salt is preferred because it dissolves quickly.
III. DRYING
III.1. Basic principles
During drying, water is removed from the fish by evaporation in two phases. During the first phase, only water on the surface of the fish or very close to the surface evaporates. The rate at which the fish dry depends on the surface area of the fish, the air temperature, the speed of the current of air passing over the fish and the relative humidity or wetness of the air. The drying rate during the first phase may be increased by:
- Increasing the fish surface area by splitting the fish and scoring them.- Choosing a drying site where the air is dry and to avoid, if possible, marshy areas and places where the air has blown over water.
- Choosing a drying site where the wind is strong.
Once the surface is dry, water will evaporate at the rate at which it rises from inside the flesh to the surface of the fish. This rate slows down as the fish gets drier.
During the second phase, the drying rate is function of:
- The type of fish. For example, the rate at which water rises to the surface is slower for fatty fish.- The thickness of the flesh.
- The temperature of the fish.
- The water content of the fish, and
- The wetness of the surrouding air.
If moisture is removed from the fish surface sufficiently quickly, the drying rate is independent of the level of humidity contained in the air. It depends only on the rate at which water reaches the surface of the fish. If drying is very fast during the early period, the surface may dry too quickly, thus producing a hard layer which will slow down the rise of the water to the surface. This is known as case hardening. When case hardening occurs, the centre of the fish could spoil even though the fish may look as if they have been well dried.
The drying rate during the second phase may be increased by:
- Reducing the thickness of the flesh by splitting and scoring the fish before drying starts, and- Raising the temperature of the fish.
III.2. Natural drying
Natural or air drying uses the combined action of the sun and wind without the help of equipment. It is important to dry the fish quickly before they spoil, and that all surfaces of the fish be open to the drying action of the wind. Where only a few large fish are to be dried, this may be done by hanging the fish up. Split fish may be hung on hooks, by tying them up with string, or by tying the fish in pairs by the tail and hanging them across a pole or line.
Large quantities of fish should be dried on racks. Suitable materials for drying racks include chicken wire, old fishing nets, and thin rods or poles such as reeds or sections of bamboo. The surface of the racks should be at a height of about 1 m from the ground and should slop if split large fish are to be dried. A flat surface is preferred for drying small intact fish. Designs for fixed drying racks are shown in Figure II.2. These racks can be easily covered with plastic sheets to protect the drying fish from the rain. Where large quantities of very small fish are to be dried, a netting rack may be impractical. Suitable drying surfaces may be made instead, with raised floors of wood, concrete, bamboo strip or, where none of these materials are available, well compacted clay.
In the tropics, the air is relatively dry during the day (unless it rains) and relatively wet during the night. From sunrise until about midday, the air becomes gradually drier and, becoming wet again from midday to nightfall. The drying rate - especially in the case of salted fish - is therefore the highest from about 8 or 9 o’clock in the morning to 4 or 5 o’clock in the afternoon. Fish which have been set to dry during the day should be collected, and stored overnight to avoid them becoming wet by dew or rain. The fish in storage should be piled in a similar manner as for dry salting although no further salt should be added. Wooden boards, weighted with clean rocks or other suitable material, should be placed on the pile of fish in order to flatten them and give them a better appearance. This use of pressure will also speed up the process by which water moves from the inside of the fish to the outside so that they will dry more rapidly when set out the following morning.

Figure II.2. Fixed drying racks
with flat and slanding
tops
III.3. Artificial drying
Artificial drying offers better control than natural drying, resulting in greater product uniformity and quality. The initial investment on equipment and expenditures on energy inputs are, however, high and may not always be justified. In general, artificial drying is advantageous when drying by natural means is extremely difficult as, for example, in Southern Brazil where a combination of very humid winters and extremely hot summers - which heat-damage salted fish - do not favour natural drying.
A number of factors can be controlled when drying fish artificially to ensure optimum drying conditions. These are:
- Temperature - the higher the temperature, the quicker the drying. This, however, has to be balanced against the damage which is caused by over-heating the fish and the extra cost of increasing the temperature in a mechanical drier. In general, the initial drying temperature should be restricted to 25 to 45° C. Tropical fish can withstand a higher processing temperature (35-45° C) during drying with no signs of heat damage as compared to temperate fish which may not withstand temperatures higher than 25-30° C.- Relative humidity (RH) - The moisture content of the air is important for two reasons: it controls the drying and influences the appearance of the final product. The drier the air, that is the lower the relative humidity, the faster the drying rate. If, however, the air is too dry, the surface of the fish will dry too quickly resulting in case hardening. The relative humidity is dependent on local conditions but, as a guideline during initial drying, a 50-65% RH is suitable for optimal drying. This can be lowered by raising the air temperature during the later drying stages.
- Air speed - A faster flow of air over the fish results in even and rapid drying. This is due to a more uniform temperature distribution and a quicker removal of moisture from the fish. A compromise must be made between the higher cost of faster air circulation with a mechanical drier and the improved drying rate gained with a high air speed. Therefore, an air speed between 60 and 120 m per minute is normally used when drying fish with a mechanical drier.
- Surface area and volume of fish - Large whole fish take longer to dry than small fish due to the greater difficulty of removing water from inside the flesh of the fish. Large fish should, therefore, be split to increase the surface area. The flesh should also be scored if it is thicker than 2 cm.
III.3.1. General requirements of mechanical driers
To allow control of temperature, air speed and humidity for optimum drying, an enclosed environment in the form of a tunnel or long box is required. The tunnel can be constructed from locally available raw materials such as wood, corrugated iron sheets, etc. The prepared fish are placed on wire mesh trays which allows air flow on both sides of the fish for easier removal of moisture. Layers of mesh trays can be placed in racks or trolleys in the tunnel. A number of these racks or trolleys can be arranged in series. A fan at one end of the tunnel drives the air over a heating element (e.g. an electric heater/steam heater/flame) and the heated air is then blown over the fish and evacuated at the other end of the tunnel. The temperature may be controlled by a thermostat (set at the required drying temperature) placed near the drying fish, so that it automatically switches the heating element on or off as the temperature drops too low or rises too high.
A simple mechanical drier has been tested in Cambodia (Legendre, 1961) using partially dried fish. It was constructed with local material and incorporated a fan and a steam heater. The experimental Cambodian drier (see Figure II.3) was designed to hold 2 tonnes of fish partially sun-dried for about 54 hours, including 6 hours of sun drying at an inland depot. The drier temperature was set up at 43° C and air speed at 108 meters/min. Thus, an effective relative humidity of about 36% was attained, even though the RH of the outside air was 65-72%. Drying under these conditions gave a readily acceptable product. The drier had 6 sections with 20 trays each holding an estimated 16 kg of fish per tray. The total capacity of the drier is therefore approximately equal to two tons.
The design of the drier was kept simple to avoid using expensive or complicated modifications. It is, however, possible to further improve the efficiency of the system by recirculating the air. This will require the use of fans, automatically controlled by humidistats set at the required relative humidity, to bring in or take out air. Such an improvement is advantageous as it substantially reduces heating costs and allows for a more precise control of the relative humidity within the tunnel.
Figure II.4 shows a recirculating air tunnel drier tested in Southern Brazil by FAO (Anon, 1958). This drier was constructed locally of wood and consisted of 5 sections loaded separately with wire mesh trays. Its total capacity was of 700 to 1,400 kg. of salted fish. Above the main body of the tunnel, was the return air duct in which was installed a recirculating fan driven by a 2 HP motor. The air recirculation and linked dampers were reversed half way through the drying process to ensure even drying. A simple paper humidistat, set to operate at 55-60% RH, was used to activate a 3/4 HP centrifugal fan mounted on top of the tunnel in order to introduce fresh air. The temperature of 36° C was controlled by a thermostat located between the second and third drying sections. This thermostat activated a motor driven damper which forced incoming air through a steam heated, finned heat exchanger. Optimum drying conditions were found to be 90-100 meters/min. at a RH of 50%.
More recently, an improved tunnel drier was tested in India by Chakraborty (1977). The drier (see Figure II.5) consisted of a long tunnel divided into an upper air recirculation chamber and a lower product chamber. The lower chamber, which was tall enough for a man to walk through, contained 5 trolleys on rails, fitted with several layers of aluminium trays. These trolleys, loaded at one end of the tunnel (trolley inlet door) and off-loaded at the other end (trolley outlet door) moved at counter current to the flow of heated air. Thus, the fish moved first through warm air moistened by contact with the previous batch of fish, and then through progressively drier air as the trolleys approached the tunnel outlet door. In the upper chamber, the air was heated by steam heaters, the temperature being controlled by a thermostat and the relative humidity by humidistats which activated exhaust fans. The blower fan was capable of delivering 275-285 cubic meters/minute.
Figure II.3. Cambodian Tunnel
Dryer

Figure II. 4. Brazilian Tunnel
Dryer
Figure II.5. One tonne capacity
tunnel dryer
During trials, the fish were prepared by washing, splitting, kench salting in tanks for 18-24 hours, draining and drying in the tunnel to 25-30% moisture for 14-16 hours. Small fish, such as sprats, were simply salted in saturated brine and dried to 15% moisture. Larger fish, such as sharks, were cut into fillets and heavily salted and dried. The products were claimed to be superior to the equivalent sun-dried product: the dried fish did not have a bad smell, its shelf life was equal to 9-12 months when stored in plastic bags and its physical appearance was better than that of sun-dried fish.
The economic viability of mechanical drying of fish depends, to a large extent, on whether adverse weather conditions (e.g. rains, extremely high temperatures) make natural drying very difficult (e.g. long drying periods, high spoilage rates) and on the difference in production costs between natural and mechanical drying at a given project site, taking into consideration the high initial capital investment costs and high energy inputs associated with mechanical drying. Given their generally superior appearance and quality, it would be reasonable to expect that higher prices could be charged for mechanically dried fish products. The higher prices could improve the profitability of these fish products. However, this does not necessarily happen in practice since consumers may not like mechanically dried fish as much as, or more than, traditional sun dried fish. They may not also be willing, or able, to afford the higher retail prices.
III.4. Solar drying
It is possible to harness the sun’s energy to produce drying conditions superior to those prevailing under natural drying. A number of simple experimental designs have been tested with varying degrees of success. These designs include structures in the form of tents made with wooden or bamboo frames covered with clear and dark polythene, wooden black boxes, or some other simple designs made from wood or brick and glass.
The principle underlying solar drying is simple. Air inside the drier is heated as it flows over dark surfaces which absorb the sunlight, thus resulting in air temperatures higher than those of ambient air. A convection current or upward flow of air takes place as air flows from the vents located at floor level to those located at the top of the structure. The fish, which are placed on wire racks, are dried by this flow of air which gets progressively warmer as it rises upwards and leaves the structure by the top vents. Depend-in on the design of the solar dryer, temperatures of 70° C and over can be achieved if there is no ventilation (Szabo, 1970). The temperature can be lowered by opening the air vents thus allowing free movement of air.
A tent drier, made from a bamboo frame covered with clear and black polythene (e.g. of the type shown in Fig.II.6 and Plate II.16) was evaluated in Bangladesh (Doe et. al, 1972). This drier attained a maximum temperature of 48° C, which is suitable for drying fish, the ambient air temperature being equal to 27° C. Dried fish were produced within a marginally shorter period than in the case of natural drying and were superior in quality, mainly due to the lack of insect infestation. The temperature within the tent was high enough to kill adult flies which would have otherwise laid eggs on the drying fish. Sun dried fish already infested with fly larvae were disinfected to a considerable extent within three hours when placed inside a solar tent drier at about 45°C, twenty hours at this temperature being sufficient for a complete disinfection. In this case the solar drier was more useful for keeping away insects and for the de-infestation of dried fish, than for reducing the drying time. In general, further development work is required with various designs of solar driers, before the method can be widely recommended for commercial use.
IV. PACKAGING AND STORAGE
Dried fish are sometimes brittle and easily damaged if not handled correctly. In humid conditions, dried fish also absorb moisture and become susceptible to spoilage by moulds and bacteria. They may also be attacked by insects (especially beetles of the genus Dermestes) rats and mice, as well as domestic animals. Packaging methods such as hessian sacks, wooden boxes and baskets are generally inadequate in protecting dried fish from these causes of damage. Thus, losses of fish, especially if transported over long distances, have been reported to be as high as 50% in some parts of the world (Rollings and Hayward, 1963).

Figure II.6. Small polythene tent
dryer

Plate II.16. Small polythene tent
dryer
To protect dried fish properly, one may adopt some of the following measures:
- To pack the dried fish in a sturdy container such as a wooden or cardboard box fitted with a lid in order to totally enclose the product. Open boxes, although protecting the fish from physical damage, are not effective against high humidity and insect attack. Properly sealed cartons, made from waxed or plastic coated board, should be sufficiently moisture-proof and rigid enough to withstand rough handling. Although this type of packaging is more expensive than traditional packaging, the additional cost should be more than offset by the decrease in the spoilage rate.- To pack fish in plastic or polythene bags, thus reducing insect attack and the effects of high humidity. Care should be taken not to leave bags containing dried fish in direct sunlight or in hot places since the increased temperature causes ‘sweating’ (i.e. the removal of water still present in the dried fish). This water condenses on the inside of the polythene bag and will wet the dried fish and make them susceptible to mould attack. A further disadvantage is that some dried fish have sharp, hard points and edges, which puncture and rip the plastic or polythene bags, thus allowing air moisture, dust, of insects to spoil the fish.
- To treat the fish in order to protect it against insect attack. Such treatments may, for example, include heavy salting which protect the fish against attacks by the larvae of beetles. The application of insecticides to fish during processing has also been shown to protect the fish against insect attack. However, considerable care must be exercised with the use of insecticides as indiscriminate use may be harmful to health. Insecticides can be applied as a solution or in powder form. The disadvantage of the latter are the difficulty in achieving an even application of the powder and the poor appearance of the treated fish. Further experimental work is required before a suitable insecticide treatment of dried fish can be recommended.
De-infestation of stored dried fish can be achieved by fumigation (i.e. by vaporising a toxic liquid in an enclosed environment to kill insects). Since the chemicals used for fumigation are also toxic to humans, extreme care is necessary when fumigating any products. Experienced and trained personnel should carry out the process. Phostoxin and methyl bromide are examples of effective fumigants. Fumigation should be carried out in an enclosed fish store or under gas-proof sheets in order to ensure a complete de-infestation of stored fish. 24 g. of methyl bromide per cubic meter has been found to de-infest dried fish successfully when applied over a 24 hours period. However, phostoxin is considered more suitable for use in fish stores at a dose of 0.2 to 0.5 g. phosphine per 50 kg. for 2 or 3 days (FAO, 1981).
Dried fish can also be de-infested by heat treatment such as re-smoking or the use of a solar drier. Forty minutes at 70° C was reportedly required to de-infest cured fish (Szabo, 1970) although some beetle larvae are killed by exposure to temperatures of 50° C for more than 15 minutes. Smoked fish are kept insect free by storing at raised temperatures over smoking kilns in some areas of Africa, and re-smoking of infested smoked fish is a technique in current commercial practice. Further details of the control of insect infestation in fish during processing and storage are to be found in a review by Proctor (1977).
V. METHODS OF PREPARATION
This section briefly summarises the various steps required to prepare dried and/or salted fish. Three types of fish products are described: dried/salted fish, dried-unsalted fish and dried/salted shark.
V.1. Dried/salted fish
Only fresh fish make a good product. Mackerels, tunas, etc. should be bled at sea and, if possible, all fish should be iced at sea. The drying/salting of fish should be carried out according to the following steps:
- To scale and split the fish in the way described in Section I. To remove the head before splitting unless it increases the retail value of the processed fish.- To remove all but the tail third of the back bone.
- To clean carefully the fish by removing all guts, liver, gills, membranes, etc.
- To score to skin with care in order to avoid cutting through the flesh.
- To wash the fish by soaking in a 10% brine for half an hour.
- To drain the fish.
- To dry salt the fish in a shallow box, using the appropriate amount of salt, with more salt on the thick parts of fish than on the thin parts; to fill all scores and rub the salt in thoroughly. One part of salt to three parts of fish by weight is recommended for appropriate salting.
- Saturated brine with an excess of salt may be used as an alternative to dry salting. In this procedure, even piles are made by placing the fish skin side down in the salting vat. The top layer should be skin side up. If brine does not cover the fish within 3-4 hours, to add saturated brine. To place a weight on the fish so that they are below the surface of the brine and to cover the vat.
- To leave the fish in salt for about 12 hours. Fish size, market preferences, weather and working conditions will affect the length of the salting period.
- To wash the fish in 10% brine or sea water, in order to remove all salt crystals. To drain and set to dry. If drying conditions are good, it is advisable to dry the fish in the shade instead of the open sun.
- To leave the fish on the drying racks during the first night. Thereafter, to remove and pile up the fish under pressure each night until drying is complete. Greater pressure and longer press times may be used towards the end of the drying period.
- To continue alternative drying and pressing until no further weight is lost. To store and bale the fish.
V.2. Dried-unsalted fish
In general, only very small fish should be dried without first salting as larger fish will spoil before the drying process is complete. The method to be used would be similar to that described in V.1 above except that the salting stages are omitted.
V.3. Dried/salted shark
Shark meat has to be very carefully handled and processed due to the presence of urea in the flesh. The urea can be converted to ammonia by bacterial action and its unpleasant odour can be detected, even at low concentrations. The recommended processing method is as follows:
- It is important that sharks be bled immediately after capture. Small shark are effectively bled by cutting off the caudal fins whilst large sharks can be bled by cutting of the head and putting a water hose into the main vein, thus forcing and washing out the blood. The shark should then be gutted, the belly cavity washed and scrubbed with clean water and iced immediately (if possible).- Fillets or steaks of the required size are then cut into 2 cm thick pieces from the shark carcase.
- Fillets can be placed in cooled 10% brine solution for 2-6 hours prior to dry salting. Whether the shark meat requires soaking in brine depends on the freshness of the meat and the species of shark. Very fresh shark generally does not require brining, an exception being made for the hammer-head shark which should always be brined. This soaking stage facilitates the removal of ammonia and helps to achieve white dry shark meat. After brining, the fillets are allowed to drain for 10 minutes.
- Each fillet is individually salted by rubbing fine grain salt into the flesh, and cured by either kenching or pickling. The pickle cure is recommended under tropical conditions for the reasons discussed previously. When adequately salted, the meat is briefly washed in water (not soaked) to remove adhering surface salt.
- The salted meat can be dried by either sun drying on sloping racks (and press piling at night) or dried in a mechanical drier. The meat is dried to about 35% water content and, at this stage, it should not be possible to press a thumb mark into it.
In good natural drying conditions, 2 cm thick fillets or steaks should be dry within 3-4 days. If the relative humidity is greater than 75%, then it would be impossible to dry heavily salted shark meat adequately.
VI. GENERAL PLAN FOR A FISH CURING YARD
A general plan for a fish curing yard is given in Fig.II.7 and an indication of the yields obtained during the preparation of salted dried mackerel is given in Fig.II.8. This plan applies mostly to the production of salt/dried fish.
The scale of the various parts of the curing yard will depend on the amount of fish to be processed and the length of the processing period. These will in turn depend on the nature of the raw material and its supply as well as the process involved. Field evaluation of these factors must take place so that the correct scale of facilities are provided.
Some relevant factors are indicated below for the production of salted dried fish, but similar considerations also apply to other cured products:
- Is the fish supply seasonal or continuous throughout the year and, hence, what quantities of fish will the curing yard be required to process?- What salting technique will be used, how long does it take and, hence, what scale of salting facilities are required? As a rough guide, 1 tonne of fish will require up to 2 cubic meter vat for the duration of a pickle curing process.
- How long does it take the fish to dry to the required moisture content under the prevailing climatic conditions and, hence, what area should the drying yard cover. As a rough guide, it takes up to 100 m2 of drying area to spread a tonne of fish (wet weight). This figure will vary depending on the shape and size of fish being processed. 6-8 kg fish/m2 of rack should be needed for artificial drying and smoking operations.
It must be noted that there will be fluctuations in the supply of fish on a day to day basis. Adverse drying conditions will also increase the time required for drying, and thus an increased drying area will be necessary. Initially, it would be advisable to allow-2-3 times the estimated minimum scale of facilities required to cope with an “average” amount of fish and to select a site where further expansion can easily be achieved. These generalisations should not be used as a substitute for an investigation of the actual requirements at a particular location.

Figure II.7. A model lay-out for
the preparation of salted sun-dried fish
Figure II.8. Material balance data
in the preparation of sun-dried salted
mackerel
VII. FERMENTED FISH PRODUCTS
Fermentation involves the hydrolysis or breakdown of proteins into their constituents peptides and amino acids. The development of the characteristic odours and flavours of putrefaction is prevented by the addition of salt in varying but usually large amounts, similar to those used for pickled fish. The products are not dried after salting. In some circumstances, carbohydrates may be added which result in the formation of acids which further help to impart a characteristic flavour and odour as well as providing a further degree of preservation.
In general, three types of fermented fish products (Subba Rao, 1961) can be distinguished:
(i) Products in which the fish retain substantially their original form or in which large chunks are preserved (e.g. pedah siam (Thailand), makassar (Indonesia) and buro (Philippines));(ii) Products in which the fish are reduced to a paste (e.g. ngapi (Burma), pra-hoc (Cambodia), belachan/trassi (Malaysia/Indonesia) and bagoong (Philippines));
(iii) Products in which the fish are reduced to a liquid (e.g. budu (Malaysia), patis (Philippines), nuoc-mam (Viet Nam) and nampla (Thailand)).
Few of these products and processes are found outside South-East Asia and, as with other methods of fish curing, traditional practices developed over many years predominate. These vary considerably from place to place, depending on local taste, raw materials available and care taken during processing. Many traditional products are of excellent quality and often rely on traditional skills which are difficult to emulate with modern processing methods. It is unclear whether the fermented fish products could be introduced successfully into other areas due to problems of consumer acceptability. The fermented products of South-East Asia are many and varied and, for the purposes of this review, it is only possible to cover a few of the more important products and processes.
VII.1. Products which retain substantially the original form of the fish
VII.1.1. Makassar (Indonesia)
The fish species used in makassar are anchovies (Engraulis spp. and Stolephorus spp.). These are headed and placed in earthenware pots with an equal weight of salt. After three to four days, a red coloured rice product called angkhak is mixed with the fish and salt. Angkhak is made up of rice fermented with a mould organism imported from China (Monascus purpureus). Ragi (a Japanese preparation made from yeast and rice flour) is then added with spices. After a few days, the mixture becomes red and it is then packed into glass bottles for distribution. The composition of makassar fish includes, in most cases, 66% moisture, 16% protein, 1% fat and 17% ash.
Buro, which is made in the Philippines, is similar to makassar in that it is a rice-fish product mixed with angkhak. A fish often used in the production of buro is milk fish (Chanos chanos), a commonly cultured brackish water fish of the region. Freshwater species such as dalag (Ophiocephalus spp.) can also be used.
VII.1.2. Colombo cure (India)
This processing method, used in the South of India, utilises mackerel (Rastrelliger spp.), seer (Scomberomorus spp.) and large non-fatty sardines. The fish, which should be very fresh, are first gutted, gilled and washed in sea water. They are then mixed with dry salt in large concrete tanks, using a ratio of 1 part salt to 3 parts fish. Malabar tamarind, which is the dried fruit pulp of tamarind (called garikapuli, (Garcinia cambogia)) is added to the mixture in order to increase the acidity level of the fish preparation. As the fish tend to float on the blood pickle produced, they are weighed down with mats on which stones are placed. The fish can remain in the brine for two to four months prior to packing tightly in wooden barrels topped up with the blood pickle. The mango wood barrels, used for this purpose, are very large and can contain up to 5000 large mackerel weighing up to half a tonne. The storage life is well over a year and the product has a peculiar fruity odour. The flesh is flaky but firm. From a nutritional point of view, this product is very economical since the protein lost in the blood pickle is not wasted. After the fish have been unpacked from the barrels, the remaining pickle is used as a fish sauce.
VII.2. Fish paste products
In this processing method, the fish or shrimp are pounded with salt so that a paste results. The paste is then subject to periods of sun drying prior to packing in sealed containers for maturation. Moisture contents range from 35 to 50% so that almost half the water is lost during processing. Fish pastes represent a considerable portion of the protein intake of many people in South-East Asia (FAO, 1971), especially by the poorest sections of the population. In many fish pastes, carbohydrate-rich materials, such as fermented flour, bran or rice are added.
VII.2.1. Ngapi (Burma)
The raw material used in this product is small anchovy (Anchoviella comersonii) or shrimp (preferably the small planktonic types which give a better natural pink colour to the product). There are a number of methods for making ngapi, depending on the type of product required. In one process, which uses one part of salt to three parts of partially dried fish, the fish or shrimps are first washed in sea water and then dried for two days in the sun. About half of the required salt is then added to the fish and mixed in a bamboo basket. This mixture is pounded for several hours until a paste is formed. The paste is then packed into wooden tubs or boxes, care being taken that all air bubbles are removed. Fermentation takes place over 7 days and the paste is then removed, further pounded for three hours during which time the remaining salt is mixed in. The mixture is then spread out to dry in the sun for 3-5 hours. The product is repacked into tubs and the fermentation continues for about a month. After a third pounding, it can be packed for sale in cellophane or brown paper. Artificial dyes are often added to improve the colour. However, their use is not recommended as some may be toxic. When stored anaerobically in the tubs or earthenware pots, the product is said to keep for about 2 years. The average composition of a shrimp or fish ngapi is 43% moisture, 20% protein, 1% ammonia, 2% fat and 22% salt.
VII.2.2. Bagoong (Philippines)
Bagoong is one of the major preserved fish products of the Philippines where, in many communities, it constitutes a staple food. The product is also exported as far as the USA to the large ethnic Filipino community. A by-product of bagoong is patis, which is the exuded liquor from the fermentation process and is similar to the Vietnamese nuoc-mam.
Bagoong has a pasty consistency, and is reddish in colour with a slightly fishy cheese-like odour. It can be prepared from fish of the genera Stolephorus, Sardinella and Decapterus, and small shrimp. In the process described by Subba Rao (1961), the fish are washed in clean water, placed in a concrete or wooden vat and mixed thoroughly with salt. The ratio of salt to fish is about one third. The mixture of fish and salt is then transferred to earthenware jars, oil drums or cement tanks and either sealed immediately or, preferably, covered with cheese cloth for five days and then sealed. The sealed containers are held in the sun for one week and the product is then transferred to five gallon cans. These cans are, in turn, sealed by soldering of the lids, and the product is allowed to ferment further for between three months and one year.
The storage life of the product is many years, and the typical composition is not less than 40% total solids, 12.5% protein and 20-25% sodium chloride.
VII.3. Liquid fish products
Fish sauces are basically water-extracted solutions of fully fermented fish and are used in a similar manner to soya bean sauce. Indeed, the manufacture and final composition of many fish sauces is similar to that of soya sauce, it being basically a mixture of protein breakdown products (i.e. peptides, amino acids, amines, etc.) in combination with high salt concentrations. Fish sauces may be of limited nutritional value (van Veen, 1965) as their high salt content precludes bulk consumption. However, in some regions, consumption is surprisingly high and in Viet Nam the sauce nuoc-mam can provide up to 20% of the daily protein intake. Fish sacues are rich in hydrolysed proteins and minerals (e.g. sodium chloride and calcium salts) and can be an important source of calcium in the diet.
VII.3.1. Nuoc-mam (Viet Nam)
Nuoc-mam is by far the most important fish sauce in South East Asia, many thousands of tonnes being produced each year, principally in the coastal regions of Viet Nam, Thailand and Cambodia. Nuoc-mam of good quality is a fairly stable, clear dark brown or amber liquid with a distinctive odour and flavour. The lower quality nuoc-mam may, however, have an unpleasant odour and a reduced storage life. Quite often, additional ingredients are added in order to darken the liquid and improve the flavour of the product. These include such materials as caramel, roasted rice, molasses and roasted or boiled corn. Due to its widespread distribution and consumption, legislation has been introduced in some countries in order to guarantee set quality standards.
The fish species used in the production of nuoc-mam are usually of the genera Stolephorus, Engraulis, Dorosoma and Decapterus and clupeoids. Nuoc-mam can also be prepared from shrimp. The processing method is similar to that of bagoong except that the fermentation is generally protracted and the product is the exudate rather than the solid fraction. The actual process varies according to scale. In the small scale operations, whole fish are kneaded lightly by hand, mixed with salt in earthenware pots and buried in the ground for a few months. The nuoc-mam is the clear liquid which settles on top and is carefully decanted off. In the large scale operations the fish (whole and unwashed) are piled, with salt spread between layers, in timber vats. 4 parts of salt to 6 parts fish should be used for this purpose. After three days, the blood pickle (nuoc-boi) is allowed to flow out slowly over a 3-day period into another recipient. The fish are then trampled by foot until a flat surface is obtained. The latter is covered with coconut leaves over which are set two semi-circular bamboo trays, the whole system being wedged down tightly. The nuoc-boi is then poured back over the fish until a 10 cm liquid layer is formed on the top of the trays. It is then left to mature for four months to a year depending on the species of fish. After maturation, the pickle which is run off is the top quality nuoc-mam. The trays and leaves are removed, and fresh salt is added to the top layer of the fish residue. Fresh brine is also added to obtain a lower quality of nuoc-mam.
The yield varies from 2 to 6 parts of nuoc-mam from 1 part of fish, the residual mass being used as fertiliser. Nuoc-mam is normally packed in bottles but may also be stored in earthenware pots.
VII.3.2. Other fish sauces
A number of other fish sauces are also produced in South-East Asia in large quantities. Patis (Philippines) is produced from the bagoong process and is similar to nuoc-mam. Nam-pla is made in Thailand, the preferred fish species being Stolephorus spp. Production of the latter is similar to that of nuoc-mam although less salt is used (i.e. 1 part salt to 4 parts fish). The process may take from 6 to 36 months to complete depending on the quality required. In Malaysia, a sauce known as budu is made from small anchovies. Production involves mixing 1 part of salt and 5 parts of fish in eartheware pots together with tamarind and palm sugar. A dark, sweet-smelling sauce results after 6 months of fermentation. The product has a storage life of 2 years or more.
VII.4. Packaging
There are almost as many traditional methods of packaging fermented fish as there are ways of making it. A number of these have been mentioned already, for example earthenware pots, oil cans, drums, glass bottles, wooden barrels, etc. In the past, the latter have been used because of their low cost but nowadays plastic containers tend to replace the traditional containers. The most important function of improved packaging for fermented fish products is that the containers should be air-tight, helping to develop and maintain the anaerobic conditions required for good fermentation and storage. All containers should also, of course, be thoroughly cleaned prior to use. As the major advantage of these products is their low cost, the type of packaging is necessarily restricted. Glass bottles are used for the better quality products, and vacuum packed sealed foil/plastic laminated products pouches might be used in the future.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Small-Scale Processing of Fish (ILO - WEP, 1982, 140 p.)
CHAPTER III. FISH SMOKING AND BOILING
This chapter describes two fish processing methods widely used in both developing and developed countries, namely smoking and boiling. The techniques which are described in the following sections are particularly suitable for small-scale processing.
I. SMOKING
It must be emphasised that smoking alone will not prevent the post-harvest putrefaction in fish. In order to accomplish an effective cure, the water level of the product must also be reduced either by salting or drying, or a combination of the two. Smoked fish is popular in Europe and Africa. Lean fish such as haddock and tilapia, and fatty fish such as mackerel and sardines, are all used to make smoked products. Any fish can be smoked and variations which exist are a result of availability and consumer preference. As for all processed products, the quality of the raw material is important and smoking should never be used as a method for disguising the flavour of stale fish.
Three types of smoking process can be distinguished: cold smoking, hot smoking and smoke drying. In cold smoking, the fish are not cooked and the end product is similar in keeping qualities to fresh fish. Hot smoked fish are cooked, a process which prevents spoilage for only a day or two if the product is not dried. In many traditional processing techniques, there is little distinction between hot smoking and smoke drying which can lead to cooked dried products which tend to break up on handling. Various antimicrobial agents are found in smoke which may have an additional preserving effect on the products, but these are of relatively minor importance when the longer term storage properties of smoked fish are considered.
The actual process for smoking fish will depend to a large extent on the type of kiln used and product required. If, for example, the primary objective of smoking is to produce a product such as banda in West Africa, which has good storage characteristics at ambient temperatures, the drying of the fish is a fundamental aspect of the smoking operation. Effective drying depends on the temperature, velocity and relative humidity of the surrounding air as described in Chapter II.
I.1. Fish preparation prior to smoking
A number of pre-smoking processes will generally be required prior to the actual smoking of fish, these processes being function of the type of fish used and the type of product required. These processes may include washing, gutting and splitting of fish, salting and drying.
I.1.1. Washing, gutting and splitting
Depending on local customs, the fish may be prepared simply by washing followed by smoking (e.g. herring, bonga). Alternatively, scaling, gutting, splitting and filleting may be carried out prior to smoking. In general, it is the smaller fish which are used whole. This has become a traditional method because of the difficulty in gutting large numbers of small fish. Medium-sized fish, such as tilapia and catfish, are normally split and gutted whereas the larger species, such as sharks and rays, are cut up into chunks or fillets which are scored to increase the surface area for salt and/or smoke contact.
All preparatory work involving washing, heading, gutting and splitting should be carried out in accordance with the recommendations made in Chapter II.
I.1.2. Salting
In Europe, fish are normally salted (usually lightly) before smoking. In traditional African smoking procedures, the fish are not usually salted at all. It is recommended to dip the fish intended for smoking in 70-80% saturated brine for about 15 minutes. This results in a salt uptake of only 2-3%, and produces a good gloss on the surface. Brines should be changed daily and checked regularly with salinometers to ensure that the required degree of saturation is maintained. Such a light salting and smoking necessitates cold and chilled storage of the product, and merely serves to enhance its flavour as well as producing a pleasant glossy surface.
For longer storage life, the use of more salt is required and levels of 8-10% salt or more in the finished product are not uncommon. These levels can be reached either by dry salting or by soaking the fish in saturated brine (see Chapter II).
I.1.3. Pre-drying
Prior to smoking, the fish should be pre-dried preferably in the shade. Pre-drying tends to enhance the surface gloss on the product, and helps prevent case hardening which tends to develop during the smoking process. Drying is best carried out on the frames or hooks on which the fish will eventually be smoked. If frames are used, the fish should be spread out in one single layer and spaced out to allow passage of heat and smoke. However, it is advantageous to hang the fish on hooks since this avoids leaving frame contact marks on the flesh where the smoke is not able to penetrate. Frames also allow a more efficient flow of smoke and hot air especially to the products furthest away from the heat/smoke source.
I.2. Cold smoking
Fish which are to be cold smoked are hung after preparation (which usually includes splitting) at a set distance from the smoke source. They should be maintained at a temperature below 29° C which may be raised to 35° C for the last half hour of smoking for some fish products. Temperature constraints tend to limit cold smoking, in its strictest sense, to cool climates. The storage life of cold smoked fish depends on the length of time the fish are smoked, the loss of moisture and whether salt has been used. Fish smoked for just a few hours will not keep much longer than fresh fish. Cold smoking tends to involve more risks than hot smoking and spoilage can occur during processing. Cold smoking requires rigorous quality control, strict hygienic practices, and the product must be kept in chilled or frozen storage. As a means of preservation, it cannot be generally recommended for use in developing countries which lack the required storage and distribution facilities.
I.3. Hot smoking
The temperature used for hot smoking can vary from 65° C to temperatures as high as 120° C. The fish are partially or wholly cooked within a short time (2-4 hours). In the initial stages of hot smoking, it is important that the fish are not subjected to excessively high temperatures as this will result in the flesh being cooked and breaking up prior to the formation of a surface skin which will hold it together. If hot smoking is continued over an extended period, drying will take place, thus resulting in smoke dried products with an extended storage life. Smoke drying temperatures should be between those used for cold and hot smoking. A range between 45 and 70° C can be suggested although temperatures well above this are often used.
I.4. Fuel
Most types of wood and sawdust, hard or soft, can be used for smoking fish although resinous types such as pine or teak, which produce unpalatable flavours, should be avoided. Red mangrove wood, which is abundant in many tropical countries, burns well even immediately after cutting. Papyrus, palm nut and coconut husks, which burn with a hot flame, are possible alternatives to wood. Local practice and the availability of wood play a major part in determining the type of fuel to be used.
I.5. Smoking kilns
Most traditional kilns used for smoke drying are very simple in design and construction. They range from the simplest type, which is an open fire above which the fish are laid on a grill, to a mud or rush hut in which the fish are placed on racks above a fire. The main disadvantages from which most traditional types of smoke drying kilns suffer are a lack of control over the fire temperature and smoke production, inefficient use of fuel and a low throughput of material.
The following sections describe a number of traditional kilns which have been improved in various ways.
I.5.1. Oil drum kilns
One type of traditional kiln consists of a round or rectangular mud wall about 1 m in height and 1.5 m in diameter or side. The fish are laid on wooden racks placed over the top of the walls, the fire being lit and tended within the kiln through an access hole in one side. An adaptation of this kiln is the simple oil drum kiln, a number of designs of which are found in the tropics. These kilns are both light and portable and are well suited to cases where fishermen migrate along the coast as, for example, in West Africa. The simplest drum kilns, however, are not much more appropriate than the traditional mud type (i.e. a fire is built at the base of the drum, and the fish are laid on racks placed over the open top). The capacity of the drum is often very low, and modifications to allow more fish to be smoked at one time have been suggested.
In one improved kiln, an oil drum with the top removed and the base perforated is placed over a stone or brick-built hearth in which a fire is built. The fish are placed on a series of galvanised wire trays hung within the drum and a loose fitting lid of corrugated iron is fitted to the top. The advantages of this method over the simple drum kiln are an increased capacity, more control over the fire and hence less chance of charring the fish, and an easier maintenance of high temperatures within the kiln. A further modification is obtained by cutting oil drums into three sections and fitting them with handles and rods on which the fish can be hung. An example of a kiln of this type made from two oil drums is shown in Fig. III.1. In the lowest section (i.e. the fire box), the oil drum lid is retained and perforated to allow a well distributed upward passage of smoke, and to prevent charring of the fish being smoked in the lowest sections which can be stacked up to 6 m high. The advantages of this improved kiln include the increased fish smoking capacity and easy portability and flexibility as it is possible to interchange sections to allow even smoking.
Figure III.1. Oven constructed
from two drums (Additional drums may be used to build a 6 m high smoking
kiln)

Figure III.2. Drum smoker
Another type of modified oil drum kiln is the Watanabe type shown in Fig. III.2. It consists of a smoke box which is connected to a separate fire box via a stove pipe of variable length. This facility allows fish to be smoked at different temperatures unlike the other oil drum kilns described above which are used solely for hot smoking.
I.5.2. Altona type kiln
The simplest version of this kiln is shown in Fig. III.3. It consists of a wooden smoke unit placed above a fire box. The fire box is built from clay or sun dried clay blocks. Typically, the inside dimensions of the fire box are 100 × 110 × 90 cm high. Three of the walls are 30 cm thick whereas the fourth front wall is 20 cm thick. This front wall has a 45 × 45 cm hole near the bottom for inserting the fuel and controlling the fire.
The smoke box is constructed from a wooden batten framework covered with corrugated iron sheets. Typical inside dimensions of the framework of such a unit are 120 × 120 cm with a height of 102 cm in the front and 90 cm at the rear. It is fitted with 7 pairs of parallel supports on which the trays carrying the fish slide. The front of the smoke unit can be closed by two corrugated iron doors, hinged onto the framework, in such a manner that small openings are left in the front and the back between the frame and the top cover. These openings allow a relatively small quantity of air and smoke to pass, thus keeping a high temperature and pressure inside the oven which results in a more uniform distribution of heat and smoke throughout the smoke box. A detailed specification of material needed to construct this kiln is given by FAO (1971). Similar types of kiln have been described by Beatty (1964) and Rogers (1970).
I.5.3. Ivory Coast type kiln
A further development of traditional smoking techniques is the adoption of the West African banda kiln known as the “Ivory Coast kiln”. This kiln is fairly easy to construct from limited amounts of expensive materials and, because the fire is contained within an oil drum fire box, the rest of the kiln can be constructed of wood without the risk of fire. In comparison to the Altona type kiln, the Ivory Coast kiln has a number of advantages in that its operation is similar to that of the traditional type oven, the fuel costs are low, the construction is very simple and more uniform smoking is achieved. The Altona type oven on the other hand is more suitable for large quantities of fish and has a superior racking system for holding the fish.

Figure III.3(a). Simple version of
Altona-type oven with fire box built from clay: Overall view
Figure III.3(b). Simple version of
Altona-type oven with fire box built from clay: Ground plan of fire box
Notes: 1. If the fire-box is constructed from sun-dried clay, blocks; the inside dimensions should be 120 × 110 cm, and the walls 90 cm high and 20 cm thick.2. The materials needed to construct a simple Altona-type oven include (for fire-box built from dried clay blocks):
|
Item |
Length |
Pieces |
Item |
Length |
Pieces |
|
Wooden battens |
130 cm |
4 |
Clay blocks |
| |
|
5 × 5 cm |
122.5 cm |
4 |
(dried) |
| |
| |
112.5 cm |
2 |
20 × 10 × 10 cm | |
300 |
| |
100 cm |
2 | | | |
|
4 × 4 cm |
122.5 cm |
14 |
Hinges |
| |
|
4 × 2.5 cm |
112.5 cm |
4 |
10 cm | |
4 |
|
Strip iron |
|
2 |
Nails |
|
1,5 kg |
|
750 × 50 × 60 mm | | |
7.5 cm | |
|
|
Corrugated iron sheets | | |
2.5 cm | |
0.5 kg |
|
60 × 150 cm |
|
10 | | |
|
The Ivory Coast kiln, as shown in Fig. III.4, consists of a walled enclosure which can be constructed from a variety of materials such as locally available stone cemented together with mud, or poles and mud, or wooden posts and corrugated metal sheets. The structure must be air tight and the top rim must be smooth and flat. A fire box made from an oil drum is set into one side of the enclosure. A square baffle plate, made from a steel sheet perforated with 1 cm holes, is suspended above a hole cut in the oil drum by wires attached to each of the four corner posts of the enclosure. This ensures a good distribution of smoke and heat. The fish are laid on wooden framed chicken wire racks which rest on top of the walls of the enclosure, one on top of another. Four or five racks of fish can be smoked at once. During smoking, the upper rack is covered with a sheet metal roof for protection against rain.
I.5.4. Mechanical smoking kilns
The traditional and improved smoking kilns mentioned above rely for their operation on heat convection for air and smoke circulation. As with mechanical drying methods, forced convection is also possible for smoking operations. In most designs, it is possible to regulate the relative humidity, temperature, smoke density and air velocity so as to guarantee product uniformity, a prerequisite for the sophisticated smoked fish market. Mechanical smoking kilns are used extensively in Europe and North America where the production of products such as kippered herring and buckling requires a high degree of control. The main advantage of mechanical smoking is the uniform quality product. However, the equipment is generally very expensive and the extra expense may not be worth considering for most Third World situations.
I.6. Preparation of some smoked fish products
The smoking procedures given below apply to specific fish or fish types. As a general rule, these methods can also be applied to fish of similar shape, size, fat content, etc. Cold smoked products are not described in detail here as they are generally unsuitable for developing countries (for detailed methods, see FAO, 1970).
Figure III.4. Modified version of traditional oven - Ivory Coast kiln
(a) Slide view

(b) Top view

(c) View showing smoke
baffle. Fish holding racks rest on top of this structure when operating
Notes on construction details for the Ivory Coast kiln
1. The walled enclosure is approximately 1 m high and 1 m2 or 2 m2 in plan section (Figure III.4 shows a 2 m2 section).2. Into one side of the enclosure is set the fire-box. This is most easily made from one or two old oil drums. For small kilns of about 1 m2 two 20 gallon drums are sufficient. For larger kilns, 44 gallon drums will be needed. The drums are set on their sides so that an open end protrudes a few centimetres outside the square at ground level, the rest of the drum being inside the enclosure. The end of the drum inside the square remains closed, but a hole about 0.3 m2 is cut in the uppermost surface of the drum. The square cut in the upper surface of the drum must be located centrally with the outer enclosure.
3. A square baffle sheet is suspended, above the hole in the oil drum, by wires from each of the four corners of the enclosure. This baffle consists of a sheet of iron, about twice the dimension of the hole in the drum, which has holes of about 1 cm diameter punched approximately 4 cm apart. The height of the baffle above the opening must be adjusted in use until a good distribution of smoke and heat is obtained.
4. The fish themselves are supported on racks above the enclosure. The racks are made from 7.5 cm square timber and chicken wire or expanded metal. The size of the racks is exactly the same as the square dimensions of the enclosure. The racks will rest on top of the walls of the enclosure and on top of one another. Four or five racks of fish can be smoked at once.
5. During smoking, the upper rack should be covered with sheet metal or damp sacking; metal sheet is preferable for protection against rain.
The procedures for short term preservation do not involve a long drying stage. It is important that the processor knows whether a short or long storage period is required so that the initial smoking technique can be varied accordingly. Fish smoked at very high temperatures and dried will be very brittle in texture. In commercial practice, accurate temperature measurement and control is not generally easy. The small scale processor should try to adjust smoking temperatures so that well cooked moist products and non-brittle dried products are made.
I.6.1. Hot smoking - smoked shark products (Short term preservation)
A method for smoke drying shark is given by FAO (1978). The various steps are briefly summarised below:
- The shark should be gutted and bled immediately after capture.- After removal of the fins, the skin should be removed by stripping off from head to tail (flaying). The skin can be salt cured and subsequently sold for making leather.
- The flesh should be cut into 10 cm square pieces which are then brined for 30 minutes in a solution containing 10% salt and 2% vinegar. The purpose of the vinegar is to suppress the development of ammoniacal odours from the high residual urea content of the flesh.
- The shark muscle should be pre-dried for 1-3 hours to form a surface skin.
- Smoking should be initially carried out at a temperature of 70-80° C for one hour.
- The temperature should be lowered to 60-70° C and smoking then continued for another 1.5 hours when the product is immediately cooked. This product is very liable to spoil at ambient conditions and should be kept frozen or chilled.
For improved storage characteristics at ambient temperatures, the product should be further dried either in a smoking kiln or in the sun.
I.6.2. Hot smoking - buckling (Short term preservation)
Buckling is a hot smoked product made from herring although other similar fish such as mackerel could be substituted. Medium-sized fresh fat herring are processed as follows:
- To rinse the fish in fresh water to remove blood, slime, scales, etc.- To place the fish in 70-80% saturated brine for 2-3 hours.
- To rinse the fish in fresh water and string them up on sticks which are placed through the eyes or gills and mouth.
- To pre-dry the fish on racks in the sun for 2-4 hours.
- To build up a fire with little smoke and a bright clear flame. To place the fish into the kiln and allow the temperature to rise up to 70-80° C. This takes approximately 1-1½ hours.
- To cover the fire with wood chips to produce heavy smoke and maintain the temperature at 60-70° C for about 1½ hours. The racks should be changed around from time to time.
A weight loss of 20-25% is normal and the product can be kept for 1-2 days at ambient temperatures.
I.6.3. Smoking in an oil drum kiln (After Watanabe and Cabrita, 1971) (Short term preservation)
- The fish are first washed, scaled, split dorsally and the guts removed. They are washed again, and then placed in a saturated brine for between 30 minutes and 2 hours depending on the weight.- After a further washing, the fish are sun dried on a rack, skin side downwards, for 2 days or until a 25% weight loss has been achieved.
- The fish are hot smoked on racks in the smoke drum by using a short connecting pipe (1 m from the fire box) and a temperature of 90-100° C. The fish are smoked for 3-4 hours or until they are brownish-yellow in colour.
- Following smoking, sun-drying is carried out for up to 2 days in order to reduce the fish to 35-40% of their dressed weight.
Products made with this smoking method can have a storage life of 2 months or more.
I.6.4. Hot smoke drying of bonga (Ethmalosa spp.) in the Altona kiln (after Clucas, 1976) (Long term preservation)
- The fish should either be well iced or brought ashore and processed within 6 hours.- The use of fish boxes is recommended. Keeping the fish out of direct sun light by the use of, for example, wet canvas sheets is of great importance in terms of maintaining freshness. Where ice is available, this should be used.
- The fish should be washed in clean running water, or 10% brine to remove slime, blood or any foreign matter. Bonga are not normally headed or gutted for traditional and aesthetic reasons.
- The fish should be hung on wire rods pushed through the cheek bone, leaving small gaps in between the fish to allow the passage of smoke.
- A suitable fire wood, for example, red mangrove, should be cut into 10 cm pieces and arranged in the fire box close to the opening. The fire can be regulated by covering the hole in the fire box with a sheet of corrugated iron. The smoke rising up into the smoke box eventually fans out through small holes in the top of the box. At the start of the process, a low smouldering fire is required.
- After loading the fish into the kiln, the fire should be lit and the temperature for the first 2-4 hours, depending on fish size, maintained at 80° C. For the next 2 hours, it should be raised to 90-110° C to cook the fish. It is then reduced to 80° C again until a sufficiently dry product has been obtained (8-18 hours). Product yield should be in the range or 23-30% with a corresponding moisture content of 8-12%.
I.7. Packaging and storage of smoked fish
The packaging and storage principles applied for salt/dried fish also apply to smoked fish (see Chapter II). However, in the case of smoked fish, re-drying can be carried out if the product absorbs moisture during storage. This can be carried out either by lighting small fires under the storage unit shelves or by re-use of the kiln.
II. BOILED FISH PRODUCTS
The boiling of fish in water or brine is a method of short term preservation used in many countries, mostly in South-East Asia. The shelf life of the products varies from one to two days to several months, depending on the processing method.
Boiling fish in water at normal pressure denatures (cooks) the proteins and kills many bacteria present in the fish. The normal spoilage that occurs in the fish is thus stopped or drastically reduced. However, given the traditional packaging methods employed with cooked fish, the latter are often re-contaminated with bacteria and the product gets quickly spoiled. Boiling fish in water does not produce a completely sterile product as in the case of canned fish and, even if boiled fish were packed in a completely sealed container, spoilage would still occur. Boiling in water is a form of pasteurisation similar in many respects to that carried out in hot smoking operations.
Many variations of the basic processing method are used depending on raw material costs and availability, the required shelf life and consumer preferences. Often, salt is added before, during or after processing. High levels of salt in the final product help extend the shelf life. In hot humind countries, where the drying of fish may be difficult, boiling - which requires low cost facilities and equipment - may provide a method of getting the catch to market in an unspoiled condition. Products where the fish are boiled for a relatively short time with little salt added should be handled in the same way as fresh fish. Where the fish are cooked for several hours with sufficient salt, the product will be relatively stable and can be handled in much the same way as cured fish products.
II.1. Traditional processing methods
The examples outline below are processes used in South-East Asia.
II.1.1. Processes used in Cambodia
The fish processed by boiling are usually the Eleutheronema, Stromateus, Polynemus or Sardinella spp. They are placed in small baskets and immersed in boiling brine (5 kg salt per 20 litres of sea water) for three minutes. The same baskets are used for distribution. Prior to consumption the fish are re-boiled in water containing salt (30 kg salt/100 litre water) until cooked. The storage life of such products is one to three days.
II.1.2. Processes used in Malaysia
Fresh Rastrelliger spp., of 14 to 22 cm in length, are washed in sea water and immersed in saturated brine for three to four hours in wooden tubs. The fish are then arranged in bamboo baskets and immersed in boiling brine in a steel trough containing 25% to 34% w/w salt until the fish are cooked. The baskets are removed and allowed to cool for 24 hours. The fish are then either stored in a cold room or distributed immediately. In a cold room (at 0-5° C), the shelf life would be from three to four months whereas, at ambient temperatures, only a short shelf life is to be expected (i.e. one to three days). The yield of product is approximately 70% of the weight of the fresh fish.
II.1.3. Processes used in Indonesia
In Indonesia, various boiled fish products are produced. They are generally known as pindang. Many species of fish, including sharks and Rastrelliger, Decapterus, Euthynnus and Caranx spp., can be used as the raw material for this product.
The fish are first gutted and cut to fit into earthenware pots or tin plate cans. Small fish need not be gutted. The fish are then washed and arranged in the containers in alternating layers of fish and salt. The ratio of fish and salt varies between 20:1 and 3:1 depending on the shelf life and taste required. The more salt used, the longer the shelf life. Freshwater 0.5 to 3 or more litres depending on the size of the container is added and the container is then heated above a fire until the fish is cooked. Most, but not all, of the liquid is drained through a hole in the bottom of the container. More salt is then added to the surface fish and cooking continues until no free water remains in the bottom of the container. The latter is finally sealed with leaves or paper and the product is then ready for distribution. The yield is 80-90% of the weight of the fresh fish and the shelf life varies between a few days and a few months, depending on the quantity of salt used and the effectiveness of the sealing material.
II.2. Quality of boiled fish products
Some concern has been expressed in some countries over the health hazards associated with the consumption of boiled fish, some cases of sickness having been allegedly caused by eating products like pindang. Traditional clay pots have been used for cooking and distribution, but recently these have been replaced, to some extent, by pots made from galvanised metal. These may present problems in terms of heavy metal poisoning especially where lead soldered seams are used. High salt concentrations will erode zinc plate, possibly causing high zinc levels within the product.
In order to avoid the contamination of boiled fish by various bacteria or harmful elements, one should take into consideration the following:
- Good post harvest handling of fish and adequate hygiene in and around all processing areas constitute essential preventive measures. Particular attention should be paid to containers which should be thoroughly cleaned with boiling water, chlorinated water or strong brine.- The correct amount of salt should be used in relation to the storage life required and consumer taste.
- Adequate boiling is required to ensure complete protein coagulation and destruction of all enzymes and most bacteria.
- Prolonged heating should, however, be avoided since the nutritional value of the product may be impaired.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Small-Scale Processing of Fish (ILO - WEP, 1982, 140 p.)
CHAPTER IV. THERMAL PROCESSING
The thermal processing of fish involves packing prepared material, usually in oil or light brine within a metal can, bottle, or pouch; sealing the container completely; and subsequently heating the contents in order to kill most micro-organisms in the products. The oil or light brine is ineffective as a preservative and is added only as a filling medium. The container, which must be able to maintain the “commercial sterility” throughout the product storage life, must be particularly robust and leak-proof. This inevitably results in high processing costs, not only because of the high prices of the container itself, but also because of the high capital investment required for the machinery to process the container.
The following conditions are generally considered as necessary for the establishment of a profitable canning plant (Perovic, 1977):
- A large and regular supply of a suitable species of fresh fish at reasonable cost.- Adequate manpower and infrastructure (i.e. harbours, chill stores, etc.), and
- Large amounts of potable water and electricity energy.
- Large market for canned products given the relatively high retail prices of canned goods (i.e. in relation to prevailing incomes in developing countries).
Due to these requirements, there are very few situations where thermal processing of fish in metal cans may be recommended.
I. RAW MATERIALS
Certain fish are not suitable for canning. For example, the integral cooking operation tends to break up the flesh of white fish before softening the bones, thus making these unsuitable for canning. Fish with a high oil content (mainly pelagic species, e.g. herring, mackerel, tuna and sardine) have much firmer flesh and softer bones after cooking, and may thus maintain their original shapes. A further advantage in canning oily fish is that this method provies protection from oxidation and rancidity development, a feature which is not provided by the simpler curing operations.
Fish quality is of the utmost importance in canning, and good post-harvest handling, including the use of ice, refrigerated sea water or freezing immediately after capture is required. Capture itself also demands speed. For example, methods such as gill netting, which can lead to advanced spoilage in the warm water prior to landing, are not as effective as purse seining where large numbers of fish can be encircled and landed in a short period of time. Oily species of fish tend to deteriorate faster than non-oily species, a particular common feature being the burst abdomen, which is indicative of spoilage. The need for high quality raw materials in large amounts requires the use of large motorised vessels with sufficient space for adequate chill or frozen storage, and fast enough to return to port before spoilage can take place. The proper use of ice is important. Sufficient quantities of flake ice, well mixed in with the fish reduces the temperature of the fish much faster than crushed block ice which may bruise or otherwise damage the fish. The provision of proper landing facilities (e.g. harbour/ice plants, etc.) is necessary if fish are to be delivered in good condition to the processing plant.
In order for the plant to operate efficiently, a regular and large supply of fish is required. Pelagic fisheries are often seasonal and, if other products cannot be canned during the off-season, the plant may have to shut down. For example, on the Mexican Pacific coast, the sardines are only available for a few months and the cannery is closed for the rest of the year.
Conversely, if fish catches are very large, this may present throughput processing problems in the plant and the use of either cold or chilled stores as buffer storage zones may be necessary.
It is also important to take account of the market demand for specific kinds of fish. It has been found in the past that tuna and tuna-like fish, sardines and sardine-like fish, crustaceans, and especially shrimp, and molluscs, are the most profitable types of fishery products used in canning (Da Costa, 1973).
II. ENERGY AND MANPOWER REQUIREMENTS
The requirement of adequate quantities of electricity, potable water and other subsidiary services is considerable, and depends on the size of the operation. Energy consumption per kg of product is usually less in larger operations. It is mainly required for the high temperature and washing operations, although there are additional energy requirements for ancillary operations such as fuel for fishing boats and transport, electricity for cold stores, etc.
The running of any canning plant is a complex operation requiring personnel trained in disciplines such as engineering, food technology and microbiology. In many less developed countries such personnel are not available and reliance on foreign expertise will inevitably increase costs.
III. PROCESSING OPERATIONS
III.1. Filling and sealing
The fish are often pre-processed after the usual heading, gutting, cleaning, and trimming operations by for example, salting, brining or smoking. These operations denature the protein, and make the flesh firmer and less subject to fragmentation. They also remove some water and thus make the fish less subject to shrinkage in the can, improve the appearance of oil packs and prevent the dilution of sauces. Air, which may produce some rancidity in the product, is removed from the container by sealing under vacuum.
III.2. Sterilisation
The heat treatment required for sterilisation of the product is determined by the Ph of the content as follows:
- Acid products (i.e. pH less than 4.5) such as fish packed in tomato sauce require very little processing as the heat-resistant, spore-forming pathogenic bacterium, Clostridium botulinum cannot survive under acid conditions. For these products, the centre of the container should be held at 100° C for about 5 minutes.- Medium to low acid foods (i.e. pH 4.5 to 5.3) will support pathogens such as Clostridium botulinum and must be fully heat processed to eliminate all spores. In this case the centre of the container should be held for a period equivalent to 10 minutes at 121° C.
- Low acid foods (i.e. pH higher than 5.3) will support both Clostridium botulinum and the highly heat-resistant spoilage bacteria Bacillus stearothermophilus. Spores of the latter only germinate and grow at temperatures greater than 37° C, and thus the product should be stored at temperatures lower than this. It is not possible to ensure that all spores of these bacteria are destroyed by heat as the severe processing required would result in a total breakdown of the product.
In practical terms, fish canning normally involves holding the product in a retort (steam pressure vessel used for thermal processing of food) for up to an hour at a temperature of 115-116° C under pressure. The process includes a pre-heating stage since the centre of the product is the slowest to attain the temperature of the retort. Tanikawa (1971) gives an excellent review of canning and processing times for fishery products, and a recommended international code of practice for canned fish is available from FAO (See Appendix I).
III.3. Cooling
Cooling of the sterilised product should be carried out in the retort, using chlorinated water and a gradual reduction of pressure. The chlorine ensures that accidental introduction of pathogens, especially in faulty containers, does not occur.
IV. QUALITY CONTROL
Quality inspection at regular intervals of raw materials, including fish, the cans and the water supplies is essential. Monitoring of the process is also important in quality control in order to ensure that all inputs have been correctly processed. In normal practice, it is recommended to hold back samples of product from each retort batch for incubation tests. These tests should be made routinely in order to confirm that processing has been satisfactory.
V. POSSIBLE ALTERNATIVES TO THE USE OF METAL CANS
The high cost of metal cans is one of the major drawbacks of canning as a means of preserving fish. Two general types of alternative containers may be considered in order to reduce costs: the reusable container and the flexible pouch.
V.1. Reusable container
The adoption of reusable containers has a number of advantages both to the manufacturer and consumer. These are:
- The reduced cost of the product once an efficient return system has been established;- The reduced onus on the manufacturer to keep buying new stocks of cans, thus allowing more self-sufficiency; and
- The reduced pollution from waste packaging;
However, a number of disadvantages are evident:
- A reusable container is useful to the consumer (e.g. for the storage of kerosene, etc.). Thus a return system could be difficult to operate;- Rusable containers are invariably manufactured from glass. This requires a greater energy input to ensure adequate sterilisation because heat will not pass through thick glass as quickly as through thin tin plated steel;
- Developments of an efficient return system in a large rural developing area would present collection and transport problems;
- The washing of used containers is very energy-intensive,
- Glass containers, which can be resealed easily, may create a potential micro-biological hazard to uneducated consumers who may reseal the bottle after an initial opening, thus allowing spoilage to occur; and
- Glass bottles are generally much more fragile than metal tins.
V.2. New developments in aseptic (retortable) pouches
A fairly recent development in the area of thermal processing is the foil/plastic laminated pouch. This type of container can provide a shelf life comparable to that provided by the metal cans for most foodstuffs. It is impermeable to oxygen, prevents the ingress of harmful spoilage bacteria and can withstand temperatures in the order of 125° C, thereby allowing heat sterilisation (Turtle, 1970). The materials used in their production include 3 thin layers laminated together. These are made of:
- nylon or polyester for the outside layer in order to resist abrasion.- aluminium foil for the middle layer in order to prevent light and oxygen transmission, and
- heat-sealable plastic, for the inside layer, such as polythene. The combined thickness of the three layers is about 0.5 mm. The pourches can be filled and sealed with a hot bar vacuum sealer, and then sterilised in a retort. A brief economic assessment of this type of packaging is given in Chapter V.
Pouches have a number of advantages over cans. These are:
- A lower weight and volume, especially when empty;- A wide size range;
- Easy opening;
-Boil-in-bag facility,
- Reduced processing time due to a larger surface area/volume ratio than in the case of cans,
- Attractive appearance; and
- Capital manufacturing costs should be low if a high volume can be achieved.
However, they also present a number of disadvantages namely:
- They are more easily ruptured than cans: this disadvantage requires a code of practice for handling;- As yet, they are not much chapter than cans: the requirements for a cardboard box for further protection of the pouches increases the price;
- They still require energy-intensive thermal processing;
- They are not conducive to self-sufficiency: they rely on advanced technological developments;
- They are more difficult to fill; and
- Obtaining a satisfactory seal can be difficult.
Details for processing such pouches are available commercially and will not be dealt with in this memorandum.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Small-Scale Processing of Fish (ILO - WEP, 1982, 140 p.)
CHAPTER V. ALTERNATIVE TECHNOLOGIES: EVALUATION, EMPLOYMENT GENERATION AND MANPOWER TRAINING
The emphasis in this chapter is to present a method of economic evaluation of some of the processes discussed in the preceding chapters. The analysis is predominantly at the level of the small-scale producer using relatively simple and labour-intensive techniques. However, for purpose of comparison, consideration is also given to unit production costs obtained in large-scale plants which use more complex technologies (e.g. canning). Some of the wider issues involved in choosing between small-and large-scale processes are also discussed.
The analysis shows a comparison of costs and the structure of the latter. A pro forma schedule of costs is outlined whereby it should be possible to use local cost data to make calculations on a similar basis to those given. Whilst the main thrust of the discussion is concerned with the assessment of unit costs of production, the implications of any variation in the quality of product and consequently of sales prices are also discussed. The last section of this chapter compares labour requirements for alternative processing technologies and provides a few suggestions regarding the training of labour and the provision of assistance to the small-scale fisheries sector.
I. ASSESSMENT OF COSTS
In general, a simple estimate of production costs may be made by assessing those costs which are fixed each year and those which are variable according to the level of throughput. The tables below indicate how these can be built up and related to annual production. In order to estimate fixed costs on an annual basis, investment costs (i.e. such items as land, buildings, plant and equipment) should first be calculated and the ‘life’ of the major items ascertained.
Annual fixed costs are equal to the sum of the following cost items:
(i) Depreciation costs: Depreciation based on life of buildings, equipment and plant, etc. Thus a piece of equipment with a 10 year life would be depreciated at the rate of 10% a year of cost.(ii) Interest on capital: Estimated as a percentage of investment costs.
(iii) Maintenance and repair costs: Estimated as a percentage of investment costs. This may vary for different items.
(iv) Insurance costs: Estimated as a percentage of investment costs for items which need to be covered by insurance.
(v) Interest on working capital: Based on working capital needed to cover stocks of raw material and finished product, and other operating costs.
(vi) Permanent labour: Salaried staff, e.g. management, supervisory staff, etc.
(vii) Other overheads: Other expenses non itemised above, e.g. office expenses.
(viii) Contingencies: Estimated figure. Say 10% of fixed costs.
Variables costs may be estimated on a daily basis and aggregated according to the number of days worked a year. Table V.1 shows how the various cost items may be estimated in order to obtain the total daily and annual variable costs.
Using such pro-forma schedules, it is possible to compare alternative scales and techniques. The cost per tonne of finished product need not be worked out on the basis of total annual production costs only. It would, for example, be possible to compare labour costs/tonne, raw material costs/tonne, depreciation costs/tonne, etc. In this manner, it is possible to make a simple first stage comparison between alternative processes and a preliminary assessment of the effect of improvements. Thus, for example, a new method may reduce raw material costs by improving yield but increase depreciation costs because of higher investment costs. The effect of variations in annual throughput can also be assessed. Where a significant difference arises in the quality of finished product, then the assessment must take into account alternative sale prices and the likely demand for a better quality, but possibly more costly, product.
Table V.1.
Estimation of variable costs
|
Cost item |
Per day ($) |
(x working days/year) |
Per year ($) |
|
1. Raw material (tonne of fish at $ per tonne) |
|
| |
|
2. Electricity (kWh at $/kWh) |
|
| |
|
3. Fuel for processing (litres at $/litre) |
|
| |
|
4. Water (‘000 litres at $/’000 litre) |
|
| |
|
5. Other ingredients (salt, vegetable oil, etc.) (quantity × cost per unit) | |
| |
|
6. Packaging material (plastic bags, cans, cartons, etc.) (quantity × cost per unit) | | | |
|
7. Direct labour (operatives at $/day unskilled at $/day) | | | |
|
8. Other costs | | | |
|
TOTAL VARIABLE COSTS | | |
|
The total annual production costs and the total cost per tonne of output can then be estimated as follows:
|
Total annual fixed costs.......................................................... |
$ |
|
Total annual variable costs..................................................... |
$ |
|
Total annual production costs................................................. |
$ |
|
Total annual production |
tonnes |
|
Total cost per tonne of finished product |
$/tonne |
Since this method of analysis takes no account of revenue, it does not indicate whether a process is profitable or not and cannot be used to compare the relative profitability of different processes. An alternative method of evaluation is the discounted cash flow technique. This method takes into account the flow of costs (including replacement costs) and receipts over time. These are discounted to calculate a project’s net present value (NPV) or the internal rate of return (IRR) and thus enable a comparison to be made between alternative projects.
In the following sections, an analysis is made of cost structures for some of the alternative processing techniques described in earlier chapters. These cost structures have been derived from various sources and must be regarded only as approximations. Their main purpose is to provide illustrative rather than definitive statements of the actual costs at present incurred in processing. The costs will differ between locations but, as far as possible, they have been presented on a comparable basis. These illustrative examples will also help a better understanding of the accounting framework described in this section.
II. SALTING AND DRYING
For each process, two levels of input have been assumed and these in turn have been analysed over 200 and 250 working days. Sun drying is carried out on drying racks made of timber and wire-mesh, with slightly over 5 kg of fish spread on each 1 m2 of rack, and a drying cycle lasting 5 days. Mechanical drying involving forced air circulation, has a cycle lasting 12 hours. In all cases, a yield of 33% of finished product is assumed.
The following tables (V.2, V.3 and V.4) show the fixed and variable costs associated with these processes.
Table V.2.
Production of salted dried fish:
Investment costs (US$)
|
Input fresh fish per day |
Natural drying |
Mechanical drying | ||
| |
320 kg |
650 kg |
650 kg |
1000 kg |
|
Land |
450 |
900 |
250 |
250 |
|
Buildings (store, processing and/or office building) |
300 |
450 |
9000 |
11250 |
|
Equipment + racks1 |
720 |
1440 |
12600 |
18200 |
|
Contingencies (10%) |
150 |
280 |
2190 |
2970 |
|
TOTAL |
1620 |
3070 |
24040 |
32670 |
Note 1:
- For natural drying: at 320 kg throughput, 300 m2 of drying racks at $2 per m2 plus miscellaneous equipment- At 650 kg throughput, 600 m2 of drying racks at $2 per m2 plus miscellaneous equipment.
- For mechanical drying: A tunnel dryer and accessories installed.
Table V.3.
Production of salted dried fish:
Annual fixed costs (US$)
| |
Natural drying |
Mechanical drying | ||
|
Daily input fresh fish |
320 kg |
650 kg |
650 kg |
1000 kg |
|
Depreciation1 |
324 |
642 |
1,620 |
2,270 |
|
Interest on fixed capital (8%) |
130 |
246 |
1,923 |
2,614 |
|
Maintenance and repair costs (5% of investment costs) |
81 |
154 |
1,202 |
1,634 |
|
Insurance (1.5% of investment costs) |
24 |
46 |
361 |
490 |
|
Interest on working capital (8%)2 |
74 |
148 |
171 |
262 |
|
Permanent labour3 |
1,500 |
1,500 |
3,500 |
3,500 |
|
Other overheads |
250 |
300 |
500 |
500 |
|
TOTAL |
2,383 |
3,036 |
9.277 |
11.270 |
Notes:
1. Estimated at: 4% of building costs + 10% equipment costs + 50% of drying racks costs.2. Working capital is equal to 5% of variable costs (see table V.4) for 200 working days per year and to 4% of variable costs for 250 working days per year.
3. - For natural drying: 1 manager
- For mechanical drying: 1 manager, 1 mechanic/supervisory
Table V.4.
Production of salted dried fish:
Annual variable costs (US$)
|
Fresh fish daily input |
Natural |
Mechanical | ||||||
| |
320 kg |
650 kg |
650 kg |
1000 kg | ||||
|
Days per year |
200 |
250 |
200 |
250 |
200 |
250 |
200 |
250 |
|
Fish (at $200 per tonne) |
12,800 |
16,000 |
26,000 |
32,500 |
26,000 |
32,500 |
40,000 |
50,000 |
|
Electricity1 |
- |
- |
- |
- |
650 |
810 |
900 |
1,130 |
|
Fuel oil2 |
- |
- |
- |
- |
8,000 |
10,000 |
12,000 |
15,000 |
|
Labour3 |
3,360 |
4,200 |
6,240 |
7,800 |
3,360 |
4,200 |
5,280 |
6,600 |
|
Packaging4 |
760 |
960 |
1,560 |
1,960 |
1,560 |
1,960 |
2,400 |
3,000 |
|
Salt5 |
1,560 |
1,920 |
3,120 |
3,900 |
3,120 |
3,900 |
4,800 |
6,000 |
|
Total variable costs |
18,480 |
23,080 |
36,920 |
46,160 |
42,690 |
53,370 |
65,380 |
81,730 |
Notes:
1 36 kWh per day for 650 kg; 50 kWh per day for 1000 kg. At $0.09 per kWh.2 100 litres per day for 650 kg; 150 litres per day for 1000 kg. At $0.4 per litre.
3 Mechanical: 7 workers per day for 650 kg; 11 workers per day for 1000 kg.
Natural: 7 workers per day for 320 kg; 13 workers per day for 650 kg. At $2.4 per man-day.4 Polythene bags - in some cases may be omitted.
5 Applied in the ratio of 1 tonne salt per 5 tonnes fresh fish. At $120/tonne of salt.
The cost per tonne of finished product as well as the output per man-day of direct labour are shown in table V.5.
Table V.5.
Cost per tonne and output per
man-day
| |
Natural drying |
Mechanical drying | ||||||
|
Fresh fish daily input (kg) |
320 |
650 |
650 |
1,000 | ||||
|
Days per year |
200 |
250 |
200 |
250 |
200 |
250 |
200 |
250 |
|
Finished product (tonnes fish per year) |
21 |
26 |
43 |
54 |
43 |
54 |
66 |
83 |
|
Fixed costs per tonne ($) |
113 |
92 |
71 |
56 |
216 |
172 |
171 |
136 |
|
Variable costs per tonne ($) |
880 |
888 |
859 |
855 |
993 |
988 |
991 |
985 |
|
Total costs per tonne ($) |
993 |
980 |
930 |
911 |
1209 |
1160 |
1162 |
1121 |
|
Man-days direct labour |
1400 |
750 |
600 |
3250 |
1400 |
1750 |
2200 |
2750 |
|
Output (kg/man-day) |
15 |
15 |
17 |
17 |
31 |
31 |
30 |
30 |
A number of conclusions may be drawn from the above analysis. For these volumes of throughput, economies of scale exist in both the natural and mechanical processes. However, for a similar volume of input (e.g. 650 kg/day), natural drying methods are cheaper both in terms of fixed and variable costs per tonne of output. At this level of throughput, total costs per tonne are nearly 30% higher for mechanical drying that for natural drying.
In the case of fixed costs, despite the fact that the racks for natural drying are replaced every 2 years, these still work out cheaper on an annual basis than the fixed costs associated with mechanical drying. This is not only because of higher initial capital costs for building and mechanical drying equipment, but also because of the higher interest payments required to service this investment as well as higher maintenance charges. It may be noted that in most developing countries, interest rates are usually much higher than the 8% rate used in the above example. Thus, in reality, natural drying should be much more cheaper than mechanical drying if higher interest rates were used in the cost estimations.
When variable costs are considered, the cost of fuel oil is the most important after that of fish in the case of mechanical processing. Despite the fact that the output per man-day of direct labour is approximately double that obtained by natural drying, this is insufficient to offset the higher energy costs.
So far this discussion has been based solely on cost. Other factors, however, need to be borne in mind when evaluating these processes. Natural drying requires optimal climatic conditions. In many tropical countries, natural drying is severely limited for several months of the year and, even if production continues, heavy losses often occur. Mechanical, drying on the other hand, allows better control to be maintained, a steady throughput and, generally, a more uniform product. If such a product can command a higher market price, the extra costs of mechanical drying could be justified. On the basis of the above analysis it would appear that prices would have to be in the region of 30% more than for the naturally dried product (at the adopted interest rate of 8%). As pointed out in Chapter II, however, the better quality products do not always command higher prices since the consumer is not necessarily aware of their advantages. Furthermore, he may not afford the higher retail price.
In terms of foreign exchange utilisation, natural drying methods offer considerable savings over mechanical methods. The former process only requires very limited foreign exchange expenditure on both fixed and variable cost items. However, mechanical drying equipment, which is the largest item of fixed costs, may well require foreign exchange, as probably will fuel oil - the most important item of variable costs apart from fish.
III. SMOKING
In this section, a comparison is made between smoking/drying using a traditional oven and the improved Altona-type oven. This comparison is based on data from FAO (1971). The traditional process is analysed assuming a daily input of 100 kg fresh fish and an average processing time of 3 days. Two scales of Altona-type ovens are assessed, with inputs of 270 kg (a single oven) and 1,080 kg a day (4 ovens), the average processing time being 15 hours. It is assumed that the smoked product yield is 33%, and that production takes place for 200 working days per year.
The levels of fixed and variable costs associated with these processes are presented in Table V.6, V.7 and V.8.
Table V.6.
Production of smoked fish: Investment
costs
(US$, valid for 1971)
|
Daily input fresh fish |
Traditional |
Altona | |
| |
100 kg |
270 kg |
1,080 kg |
|
Land |
200 |
200 |
250 |
|
Buildings (drying shed, stores, etc.) |
600 |
3,000 |
6,000 |
|
Equipment (ovens and misc. equipment) |
130 |
400 |
1,400 |
|
Contingencies (10% of above) |
90 |
360 |
770 |
|
TOTAL |
1,020 |
3,960 |
8,420 |
Table V.7.
Production of smoked fish; Annual
fixed costs
(US$ valid for 1971)
|
Daily input fresh fish |
Traditional |
Altona | |
| |
100 kg |
270 kg |
1,080 kg |
|
Depreciation1 |
50 |
160 |
380 |
|
Interest on fixed capital (8%) |
80 |
320 |
670 |
|
Interest on working capital (8%)2 |
40 |
60 |
230 |
|
Permanent labour (1 manager) |
1,200 |
2,000 |
2,000 |
|
Insurance (1½% of investment costs) |
10 |
60 |
130 |
|
Maintenance and repairs (5% of investment costs) |
50 |
200 |
420 |
|
TOTAL |
1,430 |
2,800 |
3,830 |
Notes:
1 4% of building costs + 20% of equipment costs for traditional kiln or + 10% equipment costs for Altona kiln.2 Working capital is equal to approximately 5% of variable costs.
Table V.8.
Production of smoked fish: Annual
variable costs
(US$ valid for 1971)
|
Daily input fresh fish |
Traditional |
Altona | |
| |
100 kg |
270 kg |
1,080 kg |
|
Fish (at $200 per tonne) |
4,000 |
10,800 |
43,200 |
|
Firewood |
3,900 |
1,620 |
6,480 |
|
Labour |
960 |
1,440 |
3,840 |
|
Packaging |
260 |
700 |
2,800 |
|
TOTAL |
9,120 |
14,560 |
56,320 |
Notes:
1 Traditional: 13 m3 per tonne of fresh fish. Altona: 2 m3 per tonne of fresh fish. At $15 per m3.2 Traditional: 2 labourers Altona (270 kg): 3 labourers Altona (1,080 kg): 8 labourers.
3 Polythene bags - in some cases may be substituted by other packaging.
Costs per tonne of finished product are presented in Table V.9 below, with output per man-day of direct labour.
The results of this analysis show that, in terms of both fixed and variable costs, the use of an Altona type oven is cheaper than that of traditional ovens. These results hold despite the considerably higher capital cost associated with the Altona type oven. This is not surprising since the Altona-type oven, although more refined than traditional ovens, still uses basically traditional materials. In terms of variable costs, the greater efficiency of throughput enables a higher output per man to be obtained and hence savings in direct labour costs. Of particular importance, however, is the fact that considerable reductions are made in the use of firewood. This not only reduces the cost of smoking but is also important from the environmental point of view as in some locations wood supplies have been severely depleted. At the same time, continued use of a traditional resource means that local employment in fuel gathering is not seriously affected and foreign exchange is not required to purchase alternative petroleum energy sources. The analysis also shows that when four Altona-type ovens are used, further savings in costs are made primarily due to a less than proportionate increase in fixed costs and direct labour requirements. There are a number of other kiln designs available which also offer the potential for similar savings to those outlined above.
Table V.9.
Production of smoked fish: Cost per
tonne and output per man-day
|
Fresh fish daily input (kg) |
Traditional |
Altona | |
| |
100 kg |
270 kg |
1,080 kg |
|
Finished product (tonnes of fish per year) |
7 |
18 |
71 |
|
Fixed costs per tonne ($) |
204 |
156 |
54 |
|
Variable costs per tonne ($) |
1,303 |
809 |
793 |
|
Total costs per tonne ($) |
1,507 |
965 |
847 |
|
Man-days direct labour |
400 |
600 |
1,600 |
|
Output (kg/man-day) |
17 |
30 |
44 |
Some of these have been discussed in Chapter III (e.g. Roger’s smoke house, Ivory Coast kiln, etc.).
IV. THERMAL PROCESSING
As discussed in Chapter IV, thermal processing of fish is a complex operation requiring sophisticated equipment which cannot realistically be scaled down to suit the volumes typical of a small-scale processing operation. In this section, the cost of canning is examined so that comparisons can be drawn with the smaller scale processes already analysed. It is not the intention here to make comparisons between the various methods of thermal processing; however, certain factors relating to the use of flexible pouches, as opposed to cans, are discussed.
Two cost models of a canning factory are analysed (see Edwards et. al, 1981, for a more detailed analysis of the economies of fish canning). In each model, an annual input of 500 tonnes of fresh fish is assumed. Processing is carried out by a single 8-hour shift working 250 days/year and producing a daily output of 10,000 cans. Each can contains 90 g of fish and 35 g of vegetable oil filler (e.g. sunflower oil). The yield of whole fish in can is assumed to be 45%. Model 1 assumes a fully mechanised cannery. Model 2 is identical except that labour is used to replace machinery in certain operations, namely heading, gutting and can labelling.
The different labour requirements of the two models are as follows:
| |
Model 1 |
Model 2 |
|
Manager |
1 |
1 |
|
Engineer |
1 |
1 |
|
Supervisor |
1 |
1 |
|
Clerical |
2 |
2 |
|
Semi-skilled/unskilled labour, of which permanent labour |
56 |
96 |
In other words, an extra 40 semi-skilled and unskilled labourers are employed in Model 2 as follows:
| |
Model 1 |
Model 2 |
|
Heading and gutting |
6 |
36 |
|
Labelling |
2 |
12 |
The fixed and variable costs (US$) associated with these two models are presented in Tables V.10, V.11 and V.12.
Table V.10.
Production of canned fish; Investment
costs (US$, valid for 1981)
|
Cost items |
Model 1 |
Model 2 |
|
Plant and equipment |
165,540 |
140,640 |
|
Buildings (400 m2) |
60,000 |
60,000 |
|
Land (4,000 m2) |
2,000 |
2,000 |
|
Contingencies (10% of above) |
22,750 |
20,260 |
|
TOTAL |
250,290 |
222,900 |
|
Working capital1 |
350,000 |
355,000 |
Note
1 Working capital estimated to cover initial supplies of fish, operating costs over first months, and stocks of finished product.
Table V.11.
Production of canned fish: Annual
fixed costs
(US$, valid for 1981)
|
Cost items |
Model 1 |
Model 2 |
|
Depreciation1 |
18,954 |
16,460 |
|
Interest on fixed capital (8%) |
20,023 |
17,830 |
|
Interest on working capital (8%) |
28,000 |
28,400 |
|
Permanent labour2 |
19,000 |
25,800 |
|
Insurance (1.5% of investment costs) |
3,754 |
3,340 |
|
Maintenance (5% of investment costs) |
12,514 |
11,150 |
|
Other overheads |
8,000 |
8,000 |
|
TOTAL |
110,245 |
110,980 |
Notes
1 Buildings 4%, plant and equipment 10%.2 Manager at $3.500, engineer at $2,800, supervisor at $1,700, clerical at $1,200, semi-skilled/unskilled at $860.
Table V.12.
Production of canned fish Annual
variable costs
(US$ valid for 1981)
|
Cost items |
Model 1 |
Model 2 |
|
Fish (at $200/tonne) |
100,000 |
100,000 |
|
Filler (87.5 tonnes at $800/tonne) |
70,000 |
70,000 |
|
Cans (2.5 million at $0.084 each)1 |
212,100 |
212,100 |
|
Cartons (25,000 at $0.66 each) |
16,500 |
16,500 |
|
Salt (10 tonnes at $120 per tonne) |
1,200 |
1,200 |
|
Personnel2 |
36,800 |
62,400 |
|
Water (8,750 1. at $0.133 per litre) |
1,160 |
1,160 |
|
Electricity3 |
1,670 |
1,240 |
|
Fuel oil (34,000 1. at $0.4/litre) |
13,600 |
13,600 |
|
Quality control |
10,000 |
10,000 |
|
Sundries |
12,000 |
12,000 |
|
TOTAL |
475,030 |
500,200 |
Notes:
1 Plus 1% for damaged cans.2 Semi-skilled/unskilled at $3.2 per day.
3 Model 1: 18,500 kWh at $0.09/kWh. Model 2: 13,750 kWh at $0.09/kWh.
With a yield of canned fish at 45% of input, the annual output would be 225 tonnes, which gives the production costs per tonne of finished product shown in Table V.13:
Table V.13.
Production of canned fish; Cost per
tonne
(US$)
|
Cost items |
Model 1 |
Model 2 |
|
Fixed costs per tonne |
490 |
493 |
|
Variable costs per tonne |
2,111 |
2,223 |
|
Total costs per tonne |
2,601 |
2,716 |
This analysis shows that total production costs per tonne are marginally lower for model 1 than for model 2. In other words, the savings made on machinery were not sufficient to counter-balance the cost of the extra labour (both permanent and direct) required in model 2. Depending on the relationship between labour and capital costs, this situation will generally vary between countries.
Although the canning costs cited above are not directly comparable in all respects with the earlier analyses of salting and smoking, it is very evident that canning is significantly more expensive per tonne of product than the smaller scale processes. In particular, the cost of cans and filler, which in the models discussed, together account for 59% and 56% of annual variable costs, add considerably to processing costs. These items would form an even more significant proportion of costs in any developing country which did not have a can-making plant thereby necessitating the importation of supplies. Furthermore, unlike the small-scale processes, a cannery requires continuous expert maintenance.
The canning plant costed above is a relatively small one. Separate analysis of larger scale plants has not been undertaken. However, economies of scale are known to exist for larger plants. Even at higher levels of throughput, however, canning will still be expensive when compared to small scale processing.
As an alternative to cans, flexible pouches may be used in thermal processing operations. Although claims are made that the use of pouches is generally cheaper than the use of cans, their commercial profitability in the case of processed fish has yet to be proved. The technology is more complex than for cans, and large capital investments are still required when using flexible pouches. For example, a manually operated line - including a retort - to fill, seal, load and unload retorts, dry pouches and cartons at speeds of up to 12 pouches per minute would cost approximately $200,000 if installed in a developing country (Metal Box Limited, personal communication). A line employing more automation and less labour, and running at 25-30 pouches per minute is likely to cost three to four times this amount.
The main advantage which flexible pouches have over cans is their lower weight: 1,000 empty 8 oz cans weigh 109 lb whereas a similar number of pouches weigh only 12.6 lb. This would lead to savings in transport costs, especially in the case of imported supplies. Apart from the pouches, which are likely to be cheaper, variable costs will generally be of similar order to those for canning. Total costs can therefore be expected to be more nearly equated to canning costs than to the small-scale processes discussed earlier.
Besides costs, other considerations need to be borne in mind when comparing thermal processing methods with the smaller-scale processes described earlier. In the first place, the labour requirements of the former are considerably higher: for canning, Model 1 has a total labour requirement of 61 people while Model 2 requires 101 people. This labour input is much lower than the maximum requirement of 14 people - in the case of natural salting/drying, 650 kg throughput - for the smaller scale processes analysed, with only 3 people being required for the traditional smoking process. This variability in labour requirements is likely to affect the location of the respective processing operations. Thermal processing plants are most likely to be based in urban areas where there exists a sufficient pool of skilled and semi-skilled labour. The smaller-scale processes, however, with their much lower labour requirements, are likely to be based at locations as near as possible to the fish supplies. In many cases, this may be in small rural fishing communities. Adoption of such processes can therefore be expected to increase rural employment and arrest the drift of population from rural areas.
The more exacting infrastructural requirements of thermal processing will also tend to favour their location in urban areas. Factories require electricity supplies and the need to ‘buy in’ a high proportion of supplies (i.e. fuel oil, cans, filler, etc.) necessitates reasonable communications. This latter point is also important in that the output of a canning factory may be marketed over a much larger area.
Finally, although no attempt has been made to quantify the foreign exchange requirements, expenditure on the smaller scale processes described is very small (except for mechanical drying where a relatively modest amount of foreign exchange expenditure is required). Canning, on the other hand, has a high foreign exchange component in plant and equipment costs and, where there is a need to import cans, in variable costs.
V. EMPLOYMENT IMPACT OF ALTERNATIVE FISH PROCESSING TECHNOLOGIES
Fish processing contributes in a significant manner to employment generation. For example, the processing of 1000 tonnes of fish will use approximately 50,000 man-days of semi-skilled and unskilled labour in the case of thermal processing (estimate based on thermal processing - Model 2). Thus, the fish processing sector of a country with a population of 5,000,000 and a per capital consumption of processed fish of 5 kg per year should provide permanent employment to 5000 workers. If one were to add backward linkages (e.g. fishing, production of various materials inputs (such as salt), and manufacturing of processing equipment) and forward linkages (e.g. transport and marketing of processed fish), the total number of permanent jobs would be much larger.
The output of processed fish per man-day is function of the adopted technology, the type of output produced, and the scale of production. The following table provides estimates of output per man-day for the various processes/products analysed in this chapter.
Table V.14
Output per man-day for various fish
processing projects
|
Processing method |
Scale of production (Kg fresh fish per day) |
Kg of fresh fish processed per man-day |
|
Natural drying/salting |
320 |
45 |
|
Mechanical drying/salting |
650 |
93 |
|
Traditional smoking |
100 |
33 |
|
Smoking-Altona kiln |
270 |
67 |
|
Thermal processing-Model 1 |
2000 |
33 |
|
Thermal processing-Model 2 |
2000 |
20 |
The above table shows that output per man-day for thermal processing is lower than that for other processes such as salting/drying or smoking. This finding may seem surprising as thermal processing is much more capital-intensive than the other processing methods. It can, however, be explained by the fact that the technologies listed in Table V.14 do not yield similar products. Thus, the low output per man-day for thermal processing may be explained by the larger number of operations associated with the production of canned fish than with that of salted/dryed fish or smoked fish. In particular, the canning of fish requires much more initial processing (e.g. heading, gutting, scaling, filleting, weighing) than for other fish products. Furthermore, the packaging and labelling of smoked, dried or salted fish constitutes minor operations while they constitute major 1 ones (in terms of labour use) in the case of fish canning.1
1 These findings contradict those from another study which shows that smoking/drying is more labour-intensive than canning (see ILO, 1980). This may be explained by differences between the technologies described in this memorandum and those analysed in the above study.
From an employment point of view, the production of canned fish may be more attractive than that of other traditional fish products. However, employment in this case, should not be the only criterion for choosing among alternative fish processing technologies. It is also important to consider production costs per unit of output since low-income groups may not generally afford high priced fish products. Thus, if the satisfaction of the basic food requirements of low-income groups were to constitute a major socio-economic objective, the production of canned fish becomes less attractive than that of other cured fish products. For example, the unit production cost of salted/dried fish and that of smoked fish varies between $847/tonne to $1209/tonne (see Tables V.5 and V.9), while the unit production cost of canned fish varies between $2601/tonne to $2716/tonne (See Table V.13). Other factors may also favour the production of traditional fish products, including the relatively low foreign exchange input associated with fish drying/salting/smoking, and the possibility to locate small-scale fish processing units in rural areas. All the above factors should be taken into consideration when choosing among alternative fish processing techniques/products with a view to selecting those which contribute most to the adopted socio-economic objectives.
VI. ASSISTANCE TO THE SMALL-SCALE FISHERIES SECTOR: MANPOWER TRAINING AND SUPPORTING SERVICES
The small-scale fisheries sector in developing countries has not, in general, benefited from adequate governmental support. There are many reasons for this neglect. The main ones include the relative isolation of fishing communities, resistance to the introduction of new technologies, doubts on the economic viability of small-scale fishing, etc. These reasons may not, however, justify such neglect as they also apply to other sectors of the economy (e.g. agriculture) which have, nevertheless, benefited from extensive governmental assistance. Given the importance of fish as a food source, it is important that greater efforts be made in order to develop the small-scale fisheries sector.
This section briefly describes various assistance measures which may be provided to the sector as a whole (i.e. including fishing and fish processing) as measures limited to some activities only (e.g. fish processing) will generally fail to achieve far-reaching results.
VI.1. The socio-economic framework
Any assistance measure in favour of the small-scale fishing sector should take into consideration the socio-economic framework within which the sector operates. This framework may include the following social groups: the fishermen, the small-scale fish producers (e.g. entrepreneurs or the fishermen themselves and their family), the fish traders, the trader-financiers (i.e. middlemen who rent boats and fishing gear to the fishermen and market the catch), the suppliers of various materials inputs and equipment and local consumers. Any assistance provided to the sector should be carefully analysed in terms of its acceptance by the above groups, its impact on productivity and incomes, and its effectiveness in bringing about the desired changes. There are many examples of well-meant assistance which contributed to worsening rather than improving the living conditions of fishing communities. For example, financial inducement to fishermen in an African country. in the form of generous credit - to invest in improved fishing boats and gear failed to achieve the expected results as fuel and repair services were not always available. Another example relates to the use of solar fish dryers (polythene tents): in this case, the dried fish quality was not acceptable to local consumers although it was appreciated by consumers in a neighbouring country.
Assistance to the small-scale fisheries sector should be determined on the basis of a national fish production and processing strategy. Such a strategy should indicate the following: the extent to which fish production and processing should be shared between small-scale and large-scale fisheries; the proportion of fish catches which should be processed into fish meal and that which should be reserved for local consumption; the mix of fish processing technologies which should be promoted, taking into consideration the local and export markets, etc. The strategy may be implemented by a fisheries department in collaboration with local authorities, technology institutions, etc.
VI.2. Infrastructural requirements
In many developing countries, fishing communities lack the infrastructure necessary for chilling or freezing fish (e.g. cold storage, ice-making plants) and for marketing fresh and cured fish at some distance from the fishing areas. The lack of energy and water for fish processing or fuel for motor boats constitute additional constraints to the development of small-scale fisheries.
The provision of an adequate infrastructure could be costly, especially if fishing communities are established in isolated areas of the country. It may, however, be noted that some of the investments to improve the existing infrastructure are not generally required for fish production and processing only; they may also be required for other economic sectors (e.g. agriculture) and for improving the living conditions of the population. This is particularly true for public investments in road construction, water and energy supply, and transport facilities. Thus, investments which are specific to the small-scale fisheries sector are mostly needed for the handling and cold storage of fish. Some estimates of ice and cold storage requirements are provided below:
(i) In case the fish landing area is located in an important commercial centre, the following infrastructure will be required:
- An ice-making plant with a production capacity equal to four times the weight of the daily catch, and a storage capacity equal to six times the weight of the daily catch;- Cold storage rooms (0-2° C) which can accomodate three times the volume of a maximum daily catch.
(ii) In case the fish landing area is not located in an important commercial area, the following infrastructure will be required:
- An ice-making plant with a production capacity equal to 2/3 of that described under (i) above.- Fish freezing equipment to accomodate 50% of the maximum daily catch.
- Cold storage rooms (-18° C) which can accomodate four times the volume of a maximum daily catch.
Additional infrastructural requirements may include a roofed area for sorting, cleaning, washing and packaging fish before transport or storage.
If a country cannot afford investments of the type described above, fresh fish must be marketed within a short distance of the landing area. Excess supply of fish may either be wasted, or must be processed locally within a few hours after landing. In either case, the lack of cold storage or ice making plants will constitute a constraint to the expansion of fish supply by small-scale fisheries.
VI.3. Organisation of production and marketing of fresh and cured fish
Fishermen and small-scale fish processors may operate in an independent manner or may organise themselves into various types of trade associations. In general, whenever they operate independently, they must rely on traders and financiers as it is generally difficult for individual fishermen or small-scale fish processors to organise the marketing of their catch, obtain credit, etc. Some have argued that this reliance on traders/financiers decreases the bargaining power of fishermen and small-scale fish processors, and that they should organise themselves in order to minimise such reliance. While such an argument may not apply in all cases, fishermen and small-scale fish processors could benefit from joint organisation of production or marketing as long as it is well conceived. A number of cooperatives and associations have been tried in a number of countries, including Fishermen’s Associations (e.g. in Malaysia and Thailand) and Fish Marketing Associations (e.g. in Hong Kong). A survey of these organisations (e.g. by the FAO) shows that some have been more successful than others, while some have actually failed. It is therefore important to carefully analyse the local situation prior to selecting one form of organisation of production with a view to improving the living conditions of fishing communities. In any case, the latter should be fully involved in the selection process.
The organisation of the marketing of fresh and cured fish should be such as to benefit the small-scale fishing sector and to, therefore, induce fishermen and fish processors to expand supply. Wholesale fish markets or auction markets have been tried in a few countries, but have not always had the full support of fishermen. It is very important that the latter be involved in the pricing and marketing policies, and that the number of middlemen be limited so that fishermen can obtain the right price for their catch. Well organised fish marketing cooperatives, under the full control of their members, could play a major role in ensuring good prices for the fish.
VI.4. Extension services and training
The provision of training and supporting services to fishermen and small-scale fish processors will generally be needed in order to induce the latter expand the supply of fresh and cured fish, and to increase productivity and incomes. Training and supporting services should preferably be under the responsibility of a fisheries department in close collaboration with rural development agencies and technology institutions.
Supporting services should include the provision of credit, assistance in the procurement of various materials and equipment (e.g. salt, fuel, packaging material, fishing gear), marketing assistance, advice on the design and setting-up of fish processing units, etc. In the case of fish processing, training may cover the following aspects; improved processing techniques and handling of fish in order to minimise spoilage before and during processing, packaging of cured fish, maintenance of good hygienic conditions, simple management techniques, etc.
Supporting services and training should be provided by extension officers assisted, whenever necessary, by specialists from the fisheries department. These extension officers should be trained as generalists to the extent that they should be able to identify the very diverse problems faced by the fishing communities, propose solutions and secure the necessary assistance from experts, local authorities, etc. The extension service should preferably be a branch of the fisheries department. Whenever feasible, one extension officer should serve approximately 500 production units (fishermen and small-scale fish processors). In addition, a number of supervisors and specialists from the department should be available for the overall coordination of the extension service, training of extension officers, and provision of specialised assistance (e.g. fish processing techniques such as drying, smoking, etc.)
|
| ||||||||||||||||||||||||||||||||||||||||||
Small-Scale Processing of Fish (ILO - WEP, 1982, 140 p.)
CHAPTER VI. IMPACT OF SMALL SCALE FISH PROCESSING OPERATIONS ON THE ENVIRONMENT
There are several ways in which fish processing can affect the environment. By increasing the demand for fish, a depletion of fish resources can occur with severe socio-economic as well as environmental consequences. The other possible detrimental effect of fish processing is the possibility of environmental pollution resulting from the waste material which may be created. Each of these will be considered in turn.
I. FISH RESOURCES
Fish resources are renewable and under normal conditions it is possible to harvest a proportion of that resource one year without reducing its size during the following year. The largest amount of fish that may be harvested each year without permanent damage to the resource is known as the maximum sustainable yield (MSY). When the fish catch is less than the MSY, there is no serious environmental impact, at least as far as the fish resource is concerned. However, if the demand is such that the resource is reduced below the level at which it can reproduce itself, the effect on the environment can be devastating in that greater and greater effort is expanded in an attempt to catch fewer and fewer fish. This situation will have serious consequences on the aquatic fauna and the socio-economic conditions of the fishing community.
Fortunately, traditional small-scale or artisanal fisheries in the tropics rarely indulge in over-fishing. There are, however, a few cases on record where this has happened. In areas, such as the Malacca Straits and the Northern coast of Java, the artisanal fisheries, conducted on a most intense scale has resulted in a considerable reduction of the catches by individual boat crews and fishermen. These are multi-species fisheries, and, unfortunately, statistical records did not adequately indicate the decline in productivity which was taking place. In some other cases, the statistical records are somewhat better. In a number of African freshwater lakes, for example, gill netting has been the dominant fishing method for over a century and it is possible to note how the average size of the fish (mainly Tilapia spp.) has declined over the years. Although size is not in itself necessarily of great importance1, it does mean that the situation must be watched very carefully if damage to the environment is to be avoided.
1 In terms of food production, it is the tonnage of fish caught annually which is the determinant factor rather than the average fish size.
In general, small scale fish processing in the tropics has little effect on fish resources but the introduction of modern fishing methods to supply highly industrialised fish processing factories has sometimes had disastrous effects on the fish stocks. Two examples are well documented. The anchoveta fishing industry of Peru provides an excellent illustration of the way in which a fishing industry may affect an ecological system (Loftas, 1972). Until the early 1950s, the anchoveta were only lightly fished. It was then discovered that a rich resource existed and a purse seining industry developed in which the entire catch was converted to fish meal. Whereas in 1955 there were only 16 relatively small fish meal plants in Peru, the industry grew until in 1970 Peru accounted for 44% of world production of fish meal. In that year, the Peruvian fleet caught 12 million tonnes of fish which was processed into a little over 2 million tonnes of fish meal. However, in 1972, the anchoveta fishery failed almost completely with devastating effect on the population which had become dependent upon it. Many companies and individuals became bankrupt and although the anchoveta stocks have now recovered to a certain extent, they have still not reached their former size. An interesting sideline is provided by the variation in the seabird population over a similar period. In earlier years, the guano produced by the sea birds was one of the more important Peruvian exports but, during the late 1960s and early 1970s, when fishing for anchoveta was in its peak, the bird population fell to less than 4% of its former total.
The development of trawl fishery in Thailand offers a further example of the problems which can result from over-fishing (Tiews, 1973). Until the early 1960s, despite a number of attempts, trawl fishing had not been established in Thailand. At almost the same time, pair trawling was introduced from Taiwan and single boat otter trawling was introduced by a German bilateral aid project. The single boat trawl proved to be the most profitable to operate and soon predominated. As a result of trawling activity, the landing of marine fish in Thailand increased by a factor of 10 from approximately 150 thousand tonnes in 1958 to almost 1.5 million tonnes in 1970. The catch consisted of upwards of 200 species of bottom-dwelling fish, many of which are used for reduction to fish meal in Thailand although they are potentially perfectly good for human food. The fishery was permitted to develop without control, a large number of wooden trawlers were built and eventually trawling operations became uneconomic again causing bankruptcies and severe hardship for many fishermen and their families.
II. WASTE DISPOSAL
All fish processing operations require that waste water and pieces of fish be discarded. Often, the reservoir from which water is obtained for use in processing is also the ultimate destination of water borne wastes. If the wastes are not treated properly before disposal, they may cause pollution of the water body and make it unsuitable for use. It can also result in an upset in the biological balance in the water body causing a change in the animal and plant life.
All contaminated water discharged from fish processing operations should be treated so as to keep pollution of natural waters to a minimum. The types of waste water produced can be divided as follows:
(i) Blood water and contaminated process water: this water results mainly from the washing of fish and contains fish blood and some fish protein;(ii) Ice melt water and used ice containing fish protein, blood and bacteria;
(iii) Wash-down water containing larger pieces of fish and fish protein;
(iv) Domestic sewage from toilets and urinals; and
(v) Specialised waste waters such as press liquor and stick water from fish meal operations and cooling water from canning operations, etc.
The sort of treatment required depends on the type of waste water and the quantity involved. Screening, filtration, flotation, sedimentation and/or centrifugal methods may be necessary to remove solid particles. This may be preceded by chemical treatment with alums and lime which will control coagulation and pH. The use of coagulating agents such as these prior to physical removal of solids can enhance the subsequent treatment. In many industries a crude filtering process is used which will remove most solids.
The Canadian Department of Fisheries (Blackwood, 1978) recommends that:
- The treatment of waste water for solids removal should be equivalent to that achieved by a screen with an opening size of 0.7 mm. Slightly contaminated process water may be discharged directly into the receiving water.- Domestic sewage must be treated by the plant or the municipality prior to discharge.
- Blood water, stick water, press liquor, etc. should not be discharged directly into the receiving water because of their high organic material content which would result in a high biological oxygen demand (BOD) in the receiving waters. Solids removal by screening and scum and oil removal by flotation are minimum requirements for treatment of these effluents.
- Storm water not contaminated by fish or its constituents may be discharged directly into the receiving water, otherwise it must be treated as other wastes.
In most fish processing operations, there will be a certain amount of solid waste. This may be in the form of fish offal, heads and trimmings from cutting operations, or waste fish which may be too small to use. These wastes must be treated properly if they are not to become a nuisance and a hazard to public health.
Where small quantities of waste are produced in a small scale operation, then the most feasible way of disposing of them may be to bury them in a pit. The pit should be at least 6 ft. deep and offals, once put into the pit, should be buried under at least 6 inches of earth. This will stop the residues becoming infested with flies, etc. and also accelerate the rotting process.
Small quantities of fish waste can be also used for feeding animals such as ducks and chickens. Alternatively, the offal can be used fresh as a manure for plants adding valuable nitrogen and minerals to the soil. These possibilities are only feasible where relatively small quantities are involved as, without some form of preservation, the waste will become spoilt before it is eaten or is absorbed into the soil.
Where larger quantities of waste are being produced, then it may be feasible to produce a by-product from the main fish processing operation. In Japan, for instance, cod stomach, gills and gullets are salted for preservation and human consumption. In many countries, viscera are fermented to produce sauces and pastes while in other countries the viscera can be sold on the market at very low prices thus providing protein and food for the less well-off members of the community.
It may be possible to produce animal feedstuffs from larger quantities of offals. The acidification of fish offals with mineral and organic acids can produce a product known as fish silage. Much interest has been shown recently in silage production which represents a simple, cheap yet very effective alternative to the large scale production of fish meal. Briefly, silage is prepared by adding acid (usually formic acid) to pieces of fish waste and letting the whole mass break down to a liquid. This liquid can then be dried for inclusion into chicken feeds or can be fed as a liquid to pigs. Fish silages can also be produced by the fermentation of the fish offals using lactic acid producing bacteria such as Lactobacillus sp.
Where very large quantities of offal are generated by a fish processing plant or where a number of smaller plants are in close proximity, then fish meal production may be feasible. However, fish meal equipment and the running of a fish meal plant require high capital investments and a large amount of continuous supply of raw material which may not be available to the small-scale producer.
Fish glue can be made from skins and heads of fish by steaming fresh material over a perforated screen within a steam-jacketed vessel for about 8 hours. Fish glues were once used extensively in furniture making, book-binding, leathergoods, etc. However, with the advent of synthetic glue from petro-chemicals, fish glues have gone out of favour.
Filleting waste or small trash fish or shrimp waste can be sun dried and used as a fertiliser to improve crop production on the land.
Fish oils may also constitute an important byproduct from fish wastes processing. These are often derived from the fish meal process. Good quality fish meal must not have an oil content of more than 10%. Where oily fish are used in the production of fish meal, there may be a need for the extraction and removal of oil from the meal. This oil can be used for either human consumption in the production of margarine and cooking fats, or it can be used for the production of various compounds such as paints and varnishes. Oils can also be extracted from the livers of fish. Liver oils are often high in vitamins A and D and were of economic importance until fairly recently. However, in recent years, these vitamins have been produced synthetically.
III. AIR POLLUTION
It is rare for fish processing operations to cause air pollution which is dangerous to health, but they can cause unpleasant smells and an unpleasant environment. Fish meal plants are one of the main producers of unpleasant smells which, although harmless, may lead to complaints from the neighbouring population. To reduce odours as much as possible, raw material for fish meal production must be as fresh as possible, and processing should begin as soon as the raw material arrives at the factory. The main contribution to the odours associated with fish meal production comes from the cooking and, particularly, the drying stage. Commercial equipment is available for odour reduction which involves the passing of vapours through water (scrubbing) and/or the burning of the vapours. The efficient operation of this equipment requires that the quantity of vapour is kept as small as possible and that the ducts and flues carrying the vapour are kept in good condition in order to prevent any vapours from escaping. A detailed guide to the efficient management of a fish meal plant so that air pollution is kept to a minimum is given in Torry Advisory Note No. 72 (Anon).
Other methods of fish processing can cause unpleasant smells even when processing is undertaken at a relatively small scale. The main processes include smoking and sun drying. With smoking operations, however, relatively small quantities of usually not unpleasant woodsmoke are produced which are seldom a cause for complaint from the surrounding population. With sun drying, on the other hand, the smell generated during the process can be strong and unpleasant. This is particularly the case when elasmobranch fish such as sharks and rays, are being salted and sun dried. A strong smell of ammonia produced by the fish will pervade the surrounding area making living conditions almost unbearable. It is important, therefore, that fish curing yards be sited away from urban areas or at least down-wind of them so that nuisance is kept to a minimum.
IV. CONCLUDING REMARKS ON ENVIRONMENTAL IMPACT
Although it is uncommon for traditional small scale fishing or processing operations to have a serious impact on the environment, there are situations where this has occured and it should, therefore, not be ruled out. Possible effects on fish resources and environmental pollution should be taken into account by fish processors and extension workers when considering improved processing techniques, particularly when they will result in a greater throughput of raw material. Industrial scale fish processing on the other hand can have a devastating effect on fish resources and, before it is embarked upon, the effect on the environment and the population traditionally dependent on the fish resource must be carefully evaluated.
|
| ||||||||||||||||||||||||
Small-Scale Processing of Fish (ILO - WEP, 1982, 140 p.)
APPENDICES
APPENDIX I. Codex Codes and Standards issued by the Secretariat of the Joint FAO/WHO Food Standards Programme, FAO, Rome.
1. Recommended International Code of Practice and General Principles of Food Hygiene, CAC/RCP 1-1969 and ALINORM 78/13A Appendix V.
2. Code of Practice for Smoked Fish, CX/FFP 77/6 and CL 1978/12 (FAO, Fish. Circ. No. C321).
3. Recommended International Code of Practice for Fresh Fish, CAC/RCP 9-1976.
4. Recommended International Code of Practice for Salted Fish, FAO/WHO, Bergen, 1979.
5. Recommended International Code of Practice for Canned Fish, CAC/RCP 10-1976.
APPENDIX II. Bibliographical references
I. REFERENCES IN THE TEXT
|
Anon (undated) |
Reducing odour in fish production, Torry Advisory Note No. 72, Torry Research Station, Aberdeen. |
| | |
|
Blackwood, C.M. (1978) |
“Water supplies for fish processing plants”, FAO Fisheries Technical Paper No. 174, (Rome, FAO). |
| | |
|
Beatty, S.A. (1964) |
The Utilisation of Haplochromis, mimeo, Uganda Fisheries Dept. Library, (Kampala). |
| | |
|
Chakbraborty, P.K. (1977) |
“Design of a Commercial Dehydration Plant and Economics of Production” in Proceedings of the Conference on the Handling, Processing and Marketing of Tropical Fish, London, July 1976 (London, Tropical Products Institute). |
|
| |
|
Clucas, I. (1976) |
Present fish drying techniques in Zambia and suggested improvements, FAO report FI/ZAB/73/009/3 (Rome, FAO). |
| | |
|
Costa, A. da (1973) |
The fishery products industries in the developing north. FAO Technical Conference of Fishery Products, Tokyo, (4-11 Dec. 1973), F11: FP/73/R-26, (Rome, FAO). |
| | |
|
Doe, P.E., Ahmed, M.; Muslemuddin, M; and Sachithananthan, K. (1972) |
“A polythene tent dryer for improved sun drying of fish”. J. Fed. Technol. (Australia), 29 (11), pp. 437-441. |
| |
|
|
Edwards, D.; Street, P.; and Clucas, I. (1981) |
Economic aspects of the small-scale canning of fish. Report of the Tropical Products Institute, G151, (London, TPI). |
| | |
|
FAO (1958) |
Indoor drying of salt fish in South Brazil, FAO Fisheries Paper No. 13 (Rome, FAO). |
| | |
|
FAO (1970) |
Smoke curing of fish, FAO Fisheries Paper No. 88, (Rome, FAO). |
|
| |
|
FAO (1971) |
Fermented fish products, FAO Fisheries Paper No. 100, (Rome, FAO). |
|
| |
|
FAO (1981) |
The prevention of losses in cured fish, FAO Fisheries Paper No. 219, (Rome, FAO). |
| |
|
|
Legendre, R. (1961) |
Artificial drying of Cambodian fish, J. Fish. Res. Bd. Canada 18, p. 147 |
| | |
|
Loftas, T. (1972) |
“Where have all the Anchoveta gone” in New Scientist, 28 September 1972, p. 583. |
| | |
|
Perovic, V. (1977) |
“The canning of fish in the tropics”, in Proceedings of a Conference on Handling, Processing and Marketing of Tropical Fish, London, July 1976 (London, TPI). |
| | |
|
Proctor, D.L. (1977) |
“The control of insect infestation of fish during processing and storage in the tropics”, in Proceedings of a Conference on Handling, Processing and Marketing of Tropical Fish, London, July 1976 (Londong, TPI). |
| | |
|
Rollings, J.; and Hayward, L.A.W. (1962) |
“Dried fish handling in Nigeria” Food Manufacture, Oct. 1972 p. 498-501. |
| | |
|
Rogers, J.F. (1970) |
“Improved Cement Block Fish Smoking Kiln”, Uganda Occ. Paper No. 3, pp. 20-23 (Kampala). |
| |
|
|
Rogers, J.F.; Cole R.C.; and Smith J.D. with Barron, J.O. (1975) |
“An illustrated guide to fish preparation”, Report G83 (London, TPI). |
| | |
|
Szabo, A. (1970) |
Rapport au Gouvernement du Mali sur les Am�liorations Possibles des Produits de la P�che, Rapport FAO (UNDP/TA), No. 2900, (Rome, FAO). |
| | |
|
Tanikawa, E. (1971) |
Marine Products in Japan, Koseisha - Kiseikaku Co. (Tokyo). |
|
| |
|
Tiews, K. (1973) |
“Fishery development in Thailand”, in FAO Technical Conference on Fisheries Management and Development (Rome, FAO). |
| | |
|
Turtle, B.I. (1970) |
“Flexible and semi-rigid containers for heat sterilisation” in Heiss, R. (ed.) Principles of Food Packaging (Rome, FAO), p. 148. |
| | |
|
Van Veen, A.G. (1975) |
“Fermented and dried sea food products in South-East Asia” in Borgstrom, G. (ed.) Fish as Food, Vol. III, pp. 227-250 |
| |
|
|
Watanabe, K.; and Cabrita, F.J. (1971) |
“Directions for the preparation of salted and dry-smoked fish” in Fish. Res. Bull. Zambia 5, pp. 225.233. |
| | |
|
Watanabe, K.; and Joeris, L.S. (1971) |
“How to smoke fish in a drum smoker” C.F.R.I. Zambia, UNSF and FAO project. |
| |
|
|
Watanabe, K. (1975) |
“An experimental fish drying and smoking plant on Volta lake, Ghana: Design, construction and economic considerations” in Tropical Science, 17 (2): pp. 75-93. |
| | |
|
Waterman, J.J. (1976) |
The Production of Dried Fish, FAO Fisheries Paper No. 160 (Rome, FAO). |
|
| |
|
ILO (1980) |
“The Choice of Technology in Food Processing”, J. Keddie and W. H. Cleghorn in Christopher Baron (ed.) Technology, Employment and Basic Needs in Food Processing in Developing Countries, Pergamon Press, Oxford (on behalf of the ILO, 1980). See Case Study No. 9 - Fish preservation (pp. 151-159). |
II. ADDITIONAL BIBLIOGRAPHICAL REFERENCES
Balachandran, K.K., “An accelerated method of hot air drying of fish”, Fish. Tech. 6, No. 2., 1969.
Blatchford, S.M., “Insect Infestation Problems with Dried Fish”, Trop. stored Prod. Inf. (4), 1962.
Clucas, I., “Present fish drying techniques in Zambia and suggested improvements”, FAO, FI/ZAB/73/009/3, Rome, 1976.
Cole, R.C., “Preservation of Fish in the Tropics”, Fish News Int. 2, 385, 1963.
Dawson, G.C., “A short guide to fish preservation”, FAO/UN Rome, 1966.
FAO, “Equipment and Methods for Improved Smoke-Drying of Fish in the Tropics”, Fisheries Technical Paper No. 104, Rome, 1971.
FAO, “Draft Code of Practice for Salted Fish”, FII: CP/74/3, Rome, 1974.
FAO, “The Production of Dried Fish”, Fisheries Technical Paper No. 160, Rome, 1976.
FAO, “The Production of Fish Meat and Oil”, FAO Fisheries Technical Paper No. 142, Rome, 1975.
FAO, “Ice in Fisheries”, FAO Fisheries Report No. 59, Rome, 1975.
FAO, “Freezing in Fisheries”, FAO Fisheries Technical Paper No. 167, Rome, 1977.
FAO/ITC, “Shark Utilisation and Marketing”, Rome, FAO, 1978.
ILO, “Appropriate technologies for employment generation in the food processing and drinks industry in developing countries”, Technical Report III, Second Tripartite Technical Meeting on Food Processing and Drinks Industries, Geneva, ILO, 1978.
Waterman, J.J., “Fish working premises - Materials and design”. Torry Advisory Note No. 10, Torry Research Station, Ministry of Technology, UK. HMSO, 1969.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
QUESTIONNAIRE
|
1. Full name................................................................................................................... | |||
| |
|||
|
2. Address...................................................................................................................... | |||
| |
|||
|
3. Profession (check the appropriate case) | |||
| | | ||
| |
(a) Small-scale fish processor.................................................................................. |
| |
| | | | |
| |
(b) Official from the Fisheries Department............................................................... |
| |
| | | | |
| |
(c) Extension officer................................................................................................. |
| |
| | | | |
| |
(d) Staff member of a training institution.................................................................. |
| |
| | | | |
| |
If yes,
specify............................................................................................................ |
| |
| | | | |
| |
(e) University staff member....................................................................................... |
| |
| | | | |
| |
(f) Staff member of a technology institution............................................................... |
| |
| | | | |
| |
If yes,
specify............................................................................................................. |
| |
| | | | |
| |
(g) Staff member of a financial institution.................................................................. |
| |
| | | | |
| |
(h) Official of a Planning Ministry or Agency.............................................................. |
| |
| | | | |
| |
(i) International technical assistance expert............................................................... |
| |
| | | | |
| |
(j) Other...................................................................................................................... |
| |
| | | | |
| |
If yes,
specify.............................................................................................................. | | |
| | | ||
|
4. From where did you get a copy of the memorandum? Specify if given free or bought................ | |||
| | |||
|
5. Did the memorandum help you achieve the following (Check the appropriate case(s)) | |||
| | |||
| |
(a) Learn about fish processing techniques you were not aware of............................ |
| |
| | | | |
| |
(b) Estimate unit production costs for various scales of production/technologies....... |
| |
| | | | |
| |
(c) Improve your current production technique............................................................ |
| |
| | | | |
| |
(d) Cut down operating costs....................................................................................... |
| |
| | | | |
| |
(e) Improve the quality of cured fish............................................................................. |
| |
| | | | |
| |
(f) Decide which technology to adopt for a new fish processing unit............................ |
| |
| | | | |
| |
(g) If a government employee, to formulate new policies and measures in favour of the small-scale fisheries sector.................................................................................... |
| |
| | | | |
| |
(h) If an employee of a financial institution, to assess a request of a loan for the establishment of a small-scale fish processing plant.................................................... |
| |
| | | | |
| |
(i) If a trainer or extension officer from the fisheries department, to use the memorandum as a supplementary training material.................................................... |
| |
| | | | |
| |
(j) If an international expert, to better advise counterparts on fish processing techniques..................................................................................................................... |
| |
| | | | |
| |
(k) Indicate any other help provided by this
memorandum........................................... | | |
| | | ||
|
6. Is the memorandum detailed enough in terms of: | | ||
| | | | |
| |
- Technical aspects....................................................................................... |
Yes |
No |
| | | | |
| |
- Costing information.................................................................................... |
Yes |
No |
| | | | |
| |
- Information on socio-economic impact...................................................... |
Yes |
No |
| | | | |
| |
- Information on environmental impact........................................................ |
Yes |
No |
| | | | |
| |
If some of the answers are “No”, please indicate why
below or on a separate sheet of
paper............................................................................................... | | |
| | | ||
|
7. How may this memorandum be improved if a second edition were
to be
published?................. | |||
| |
|||
|
8. Please send the questionnaire, duly completed, to: |
|||
| | |||
| |
Technology and Employment Branch, | ||
| | |||
|
9. In case you need additional information on some of the issues covered by this memorandum, the ILO and FAO would do their best to provide the requested information. | |||

|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
OTHER ILO PUBLICATIONS
Technology Series ISSN 0252-2004
The object of the technical memoranda in this series is to help to disseminate, among small-scale producers, extension officers and project evaluators, information on small-scale processing technologies that are appropriate to the socio-economic conditions of developing countries.
ISSN 0252-2004
Tanning of hides and skins (Technology Series - Technical Memorandum No. 1)
Provides technical and economic information concerning the tanning of hides and skins at scales ranging from two hides per day (a typical rural tannery) to 200 hides per day. Six alternative tanning technologies are described, from a fully mechanised 200 hides per day project to a highly labour-intensive two hides per day project. Subprocesses are described in great detail, with diagrams of pieces of equipment which may be manufactured locally. A list of equipment suppliers is also provided for those pieces of equipment which may need to be imported.
The memorandum on the tanning of hides and skins is, to some extent, complementary to that on the small-scale manufacture of footwear.
|
ISBN 92-2-102904-2 |
27.50 Swiss francs |
Small-scale manufacture of footwear (Technology Series - Technical Memorandum No. 2)
Covers the small-scale production of footwear (shoes and sandals) of differing types and quality, providing detailed technical and economic information covering four scales of production ranging from eight pairs per day to 1,000 pairs per day. A number of alternative technologies are described, including both equipment-intensive and labour-intensive production methods. Subprocesses are described in great detail, with diagrams of pieces of equipment which may be manufactured locally. A list of equipment suppliers is also provided for those pieces of equipment which may need to be imported.
|
ISBN 92-2-103079-2 |
25 Swiss francs |
Small-scale weaving (Technology Series - Technical Memorandum No. 4)
Describes alternative weaving technologies for eight types of cloth (four plains and four twills) of particular interest for low-income groups in terms of both price and durability. The monograph provides information on available equipment (e.g. looms, pirning equipment, warping equipment), including equipment productivity, quality of output, required quality of materials inputs, and so on. A methodological framework for the evaluation of alternative weaving technologies at three scales of production is provided for the benefit of the textile producer who wishes to identify the technology/scale of production best suited to his own circumstances.
|
ISBN 92-2-103419-4 |
20 Swiss francs |
Small-scale oil extraction from groundnuts and copra (Technology Series - Technical Memorandum No. 5)
Covers, in detail, various technologies for the extraction of oil from groundnuts and copra: baby expeller mills, small package expellers and power ghanis. Three main stages of processing are considered, namely the pre-processing stages (drying, crushing, scorching), the oil extraction stage and the post-treatment stages (filtering, cake breaking, packaging, bagging). The economic and technical details provided on the stages of processing should help would-be or practising small-scale producers to identify and apply the oil extraction technology best suited to local conditions. A chapter of interest to public planners compares small-scale plants and large-scale plants from a socio-economic viewpoint and suggests various policy measures for the promotion of the right mix of oil extraction techniques.
|
ISBN 92-2-103503-4 |
17.50 Swiss francs |
Small-scale brickmaking (Technology Series - Technical Memorandum No. 6)
Provides detailed technical information on different brickmaking techniques and covers all processing stages, including quarrying, clay preparation, moulding, drying, firing and the testing of produced bricks. The techniques described are mostly of interest to small-scale producers in both rural and urban areas. The processes and equipment are described in great detail, including drawings of equipment and tools which may be produced locally, floor plans, labour and skill requirements, materials and fuel inputs per unit of output. A list of equipment suppliers from both developing and developed countries is also supplied with a view to assisting the would-be brickmaker to import the required equipment. A chapter of interest to public planners compares, from a socio-economic point of view, the various brickmaking techniques described in this memorandum.
|
ISBN 92-2-103567-0 |
27.50 Swiss francs |
Small-scale maize milling (Technology Series - Technical Memorandum No. 7)
Provides detailed information on alternative techniques for the production of whole meal, bolted meal and super-sifted meal. It covers all processing stages, including grain preparation, shelling, milling, sifting and packaging. The techniques described are mostly of interest to custom mills and small-scale merchant mills located in rural and urban areas. The first chapter of the memorandum gives in-depth information on the effects of different maize-milling techniques, including the nutritional value of various kinds of maize meal, employment generation, foreign exchange savings and so on.
|
ISBN 92-2-103640-5 |
17.50 Swiss francs |
Small-scale paper-making (Technology Series - Technical Memorandum No. 8)
Provides technical and economic information on alternative paper-making technologies, describes the characteristics of various types and grades of paper products and gives guidance in the choice of paper machines. The information relates mostly to small-scale paper mills with a capacity of 30 tonnes of paper per day or less. The raw materials suggested for such mills include straw, bagasse, waste paper, rags and cotton waste, as well as other agricultural residues and imported wood pulp. Unlike other memoranda in the series, this memorandum is not a technical introduction to paper-making in general, nor is it a basic textbook on the subject. Instead, it provides people already in possession of the necessary background knowledge with criteria for choosing amongst different methods of paper-making.
|
ISBN 92-2-103971-4 |
22.50 Swiss francs |
All prices subject to change without notice
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
BACK COVER
Small-scale processing of fish
This technical memorandum is part of a series of publications on food-processing technologies. The object of the series is to help to disseminate, among small-scale producers, extension officers, project evaluators, and so on, information on food-processing technologies that are appropriate for the socio-economic conditions of developing countries.
The present memorandum covers, in detail, technologies that are suitable for the small-scale processing of fish: that is, drying, salting, smoking, boiling and fermenting. Thermal processing is described only briefly, as it is used mainly in large-scale production. Enough information is given about the technologies to meet most of the needs of small-scale processors. Two chapters of interest to public planners compare, from a socio-economic viewpoint, the various technologies described in the memorandum and analyse their impact on the environment.
It is hoped that the information contained in this memorandum will help would-be or practising small-scale fish processors to choose and apply processing techniques that will minimise production costs while improving the quality of the cured fish.
Price: 17.50 Swiss
francs